3D打印就是一种增材制造技术,它通过层层叠加的形式来生成3D实体。由于打印台贴合度不紧密的原因而导致3D打印失败的情况也比较常见。如果打印时,喷头与打印台贴合度不高,就会出现悬空打印的情况,喷头吐出的丝线就会像面条一样胡乱地堆在一起。就目前来讲,fdm3d打印机的应用较为普遍,那fdm3d打印机经常出现的问题及处理方法呢?

一、fdm3d打印机经常出现的问题:
1、打印物体翘边
引起模型翘边的原因有平台过低、喷嘴和热床温度过低、喷嘴出料口冷却不足。
问题1、平台过低
加热平台是由平台下方四颗调节螺柱固定,在3D打印机工作前,如果未将平台与喷嘴之间的间隙调至合适的距离,将会导致出料粘接不牢引起翘边。根据环境、耗材等因素,可适当将间隙调小。
问题2、喷嘴和热床温度
目前应用最为广泛的耗材为ABS和PLA线材。打印温度在190~210°之间,ABS为230°左右,热床一般为60~70°最佳。
问题3、出料口冷却不足
冷却风扇在出厂时已经设定为打印全程满速。检查风扇是否停转或转速过低。如有异常,将之拆下更换同型号即可。出料口冷却风扇位于喷嘴左侧。
2、打印漂移
打印漂移又称打印错位,直接原因是打印速度设置过高。本机所用电机是采用知名企业生产的步进电机,使用寿命高达数万小时。如果修改出厂默认参数可能会导致电机严重发热、损坏、内部结构膨胀引起动态反应迟钝,最终出现失步,形成打印漂移现象。另一原因就是模型切片生成代码错误,请逐一排查。
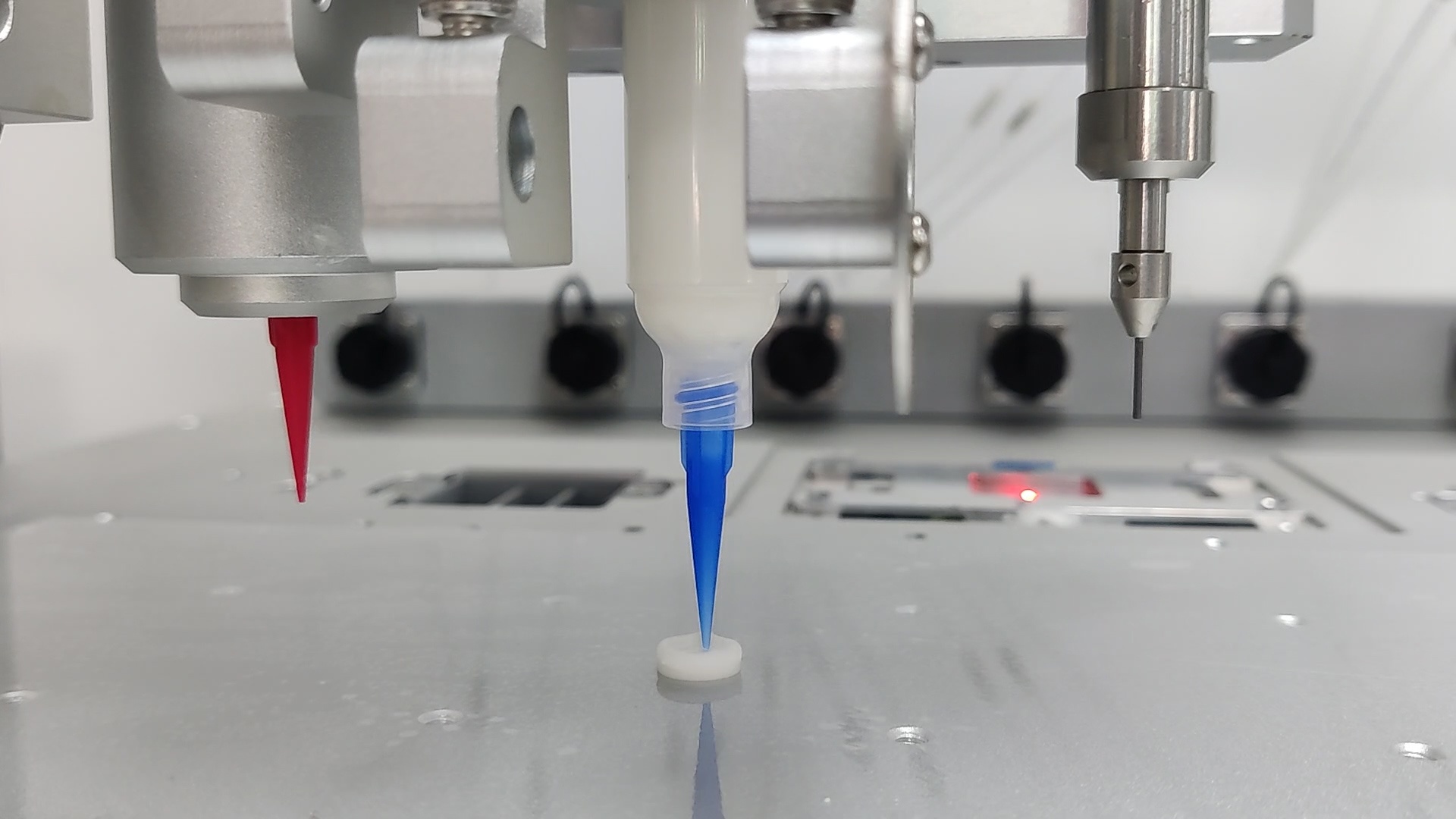
3、打印无法成型,吐出来的丝像拉面
这个情况说明,客户打印喷头与底板平台的间距太大了,请客户重新校准平台。
4、打印过程中,机器的显示屏出现乱码,或者花屏,无内容显示?
如果打印中的模型没出现问题,请不要执行任何操作,让打印机继续打印。打印结束后,请关机,再开机,就会恢复正常。这个可能是室内连接打印机的电源线路没有接地线(与地线联通)造成,可以考虑把机器移动到地线连接正常的房间去。也有可能是天气干燥,静电造成的花屏。这个对机器本身没有影响。如果花屏时,打印模型已经出错,直接关机,再重启机器。
5、喷头不出丝,用手把丝往下按才出丝
首先退丝,把喷头加热至230度清理一下喷头,待喷头温度达到230时里面会自动流出残留物,再检查下电机的齿轮是否由于长时间使用齿轮部分磨损,如齿轮磨损可考虑更换电机齿轮。
6、喷头进丝后发出哒哒异响的声音
因料丝没有插好导致的发出异响,把料丝退出,检查下电机齿轮里面是否有断丝,清理一下再重新进丝。
7、打印到一半出现X轴错位现象
询问客户是脱机还是联机打印的,脱机打印的情况
打印模型错位,1)是电机线或皮带有问题。2)是电机线或开关线信号受到干扰,建议客户打印几个不同模型看看,不行更换新线一般建议客户先检查电机线插头和皮带是否松了,检查结束,建议客户再打印模型看看,如果还是不行,可以考虑换新线联机有可能是受到通信异常影响,比如通信突然中断等。
8、打印过程中,机器的显示屏出现乱码,或者花屏,无内容显示,操作面板按键失灵
先让客户重新启动打印机(拔掉电源线,再接上,然后开机),几秒钟后,应该可以听到5-6秒的开机铃声,如果听到铃声,说明机器可以正常启动,这时再尝试操作按键。如果开机听不到铃声,说明机器没有正常启动,这时可以尝试让客户按一下打印机右侧的黑色小圆形复位键,系统RESET一下。
如果还不能正常启动机器,给客户提供新的主板自行更换,我们会提供详细的更换教程如果还不能解决的话,请考虑联系客服返厂维修。