研究内容
一、实验配方与制备步骤
1. 主要实验材料
- EGaIn液态金属(Ga-24.5In,熔点16℃,密度6.94g/cm³)
- Carbopol U20(丙烯酸与C₁₀-C₃₀烷基丙烯酸酯的交联共聚物,流变改性增稠剂)
- 三乙醇胺(TEA-99)
- 聚二甲基硅氧烷(PDMS 184、Sylgard 527)
- 双酚A环氧树脂(E51)、甲基六氢苯酐(MeHHPA)、三(二甲氨基甲基)苯酚(DMP-30)
- 石墨烯纳米片(GN)、聚四氟乙烯(PTFE)粉末
2. LM-HIPEG墨水制备工艺
- Carbopol水凝胶制备:将240mg Carbopol U20加入36g去离子水中,室温静置24小时使其充分溶胀;加入275mg三乙醇胺调节pH至7.0,形成透明水凝胶
- 高内相乳液凝胶制备:取1.7g上述Carbopol水凝胶与50g EGaIn混合,使用手持式剪切乳化机在25000rpm转速下搅拌5分钟
- 脱气处理:将混合物在25℃真空烘箱中脱气15分钟,得到最终的LM-HIPEG墨水,氮气氛围下保存
3. 3D打印工艺参数
- 打印设备:自制压力驱动DIW直写3D打印机
- 打印气压:370-430kPa(对应剪切应力1417.5-1942.5Pa)
- 挤出速度:5-35mm/s(常规打印速度30mm/s)
- 喷嘴直径:200-300μm
- 层厚设置:与喷嘴直径相同
- 切片软件:将STL格式3D模型切片生成G代码
4. 多材料打印墨水制备
- PDMS/PTFE绝缘墨水:Sylgard 527固化剂:前驱体:PTFE粉末质量比=1:3:560
- EP/GN高强度墨水:环氧树脂预聚物(E51:MeHHPA:DMP-30=100:87.5:0.3):石墨烯纳米片质量比=10:1
二、LM-HIPEG墨水形成机制
研究团队利用Carbopol分子与液态金属表面氧化层的特异性相互作用,成功制备了液态金属体积分数高达82.5%的高内相乳液凝胶墨水。
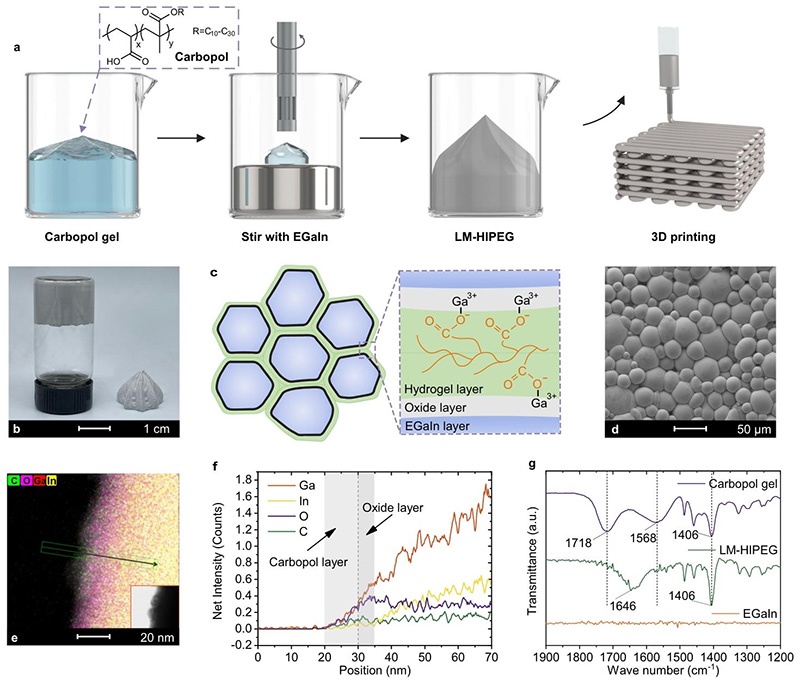
图1 LM-HIPEG的制备过程与形成原理
(a) LM-HIPEG制备示意图;(b) LM-HIPEG实物照片;(c) 乳液结构概念图;(d) LM-HIPEG的SEM形貌;
(e-f) LM-HIPEG的TEM/EDS线扫描;(g) Carbopol水凝胶、LM-HIPEG和EGaIn的红外光谱
形成机制详解:
- EGaIn在分散过程中与空气接触,表面形成约5nm厚的氧化镓层
- 氧化镓与水和氧气反应生成GaOOH,电离释放出Ga³+离子
- Ga³+与Carbopol分子中的羧基形成内球配位,使Carbopol分子强烈吸附在液态金属液滴表面,形成约10nm厚的水凝胶吸附层
- 该吸附层不仅降低了表面能,还提供了空间位阻和润滑作用,使高体积分数的液态金属液滴能够稳定分散在水凝胶基体中
- 由于液态金属体积分数超过密堆积极限(~74%),液滴相互挤压形成多面体液态细胞,最终构成高内相乳液凝胶结构
三、LM-HIPEG墨水流变性能
流变性能是评估直写3D打印墨水适用性的关键指标,研究团队对不同液态金属体积分数的墨水进行了系统测试。
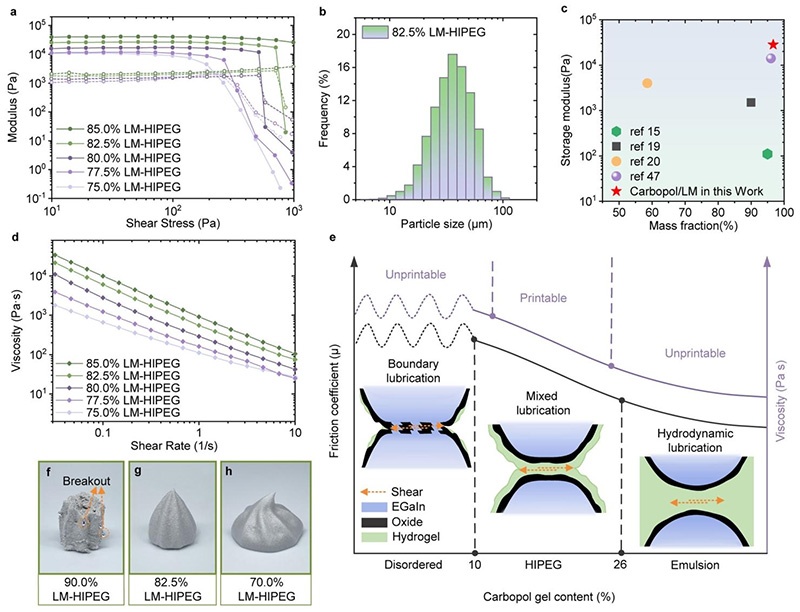
图2 LM-HIPEG的流变性能
(a) 不同EGaIn体积分数(75%-85%)LM-HIPEG的模量随剪切应力变化;(b) LM-HIPEG的粒径分布;
(c) 本研究与文献中LM墨水的储能模量和体积分数对比;(d) 不同体积分数LM-HIPEG的粘度随剪切速率变化;
(e) 不同Carbopol含量下LM-HIPEG系统的三种润滑效应;(f-h) EGaIn体积分数分别为90%、82.5%和70%的LM-HIPEG形貌
关键流变特性:
- 高弹性模量:82.5%体积分数的LM-HIPEG储能模量G'超过10⁴Pa,比纯Carbopol水凝胶高两个数量级,且G'远大于损耗模量G'',表现出显著的弹性特性,能够维持打印形状
- 剪切变稀行为:墨水粘度随剪切速率增加而显著降低,确保了在喷嘴内的顺畅挤出
- 快速触变恢复:从高剪切到低剪切阶段,墨水模量能够快速响应并恢复,保证了打印线条的形状稳定性
-
润滑效应:Carbopol水凝胶层在液滴间起到润滑作用,根据水凝胶层厚度可分为三种状态:
- 边界润滑(EGaIn>90%):水凝胶不足,液滴直接接触,氧化层易破裂导致破乳
-
混合润滑(74%
- 流体润滑(EGaIn<74%):转变为普通乳液,弹性模量低,自支撑能力差
四、LM-HIPEG墨水3D打印性能
得益于优异的流变性能,LM-HIPEG墨水实现了高分辨率、自支撑的液态金属3D打印。
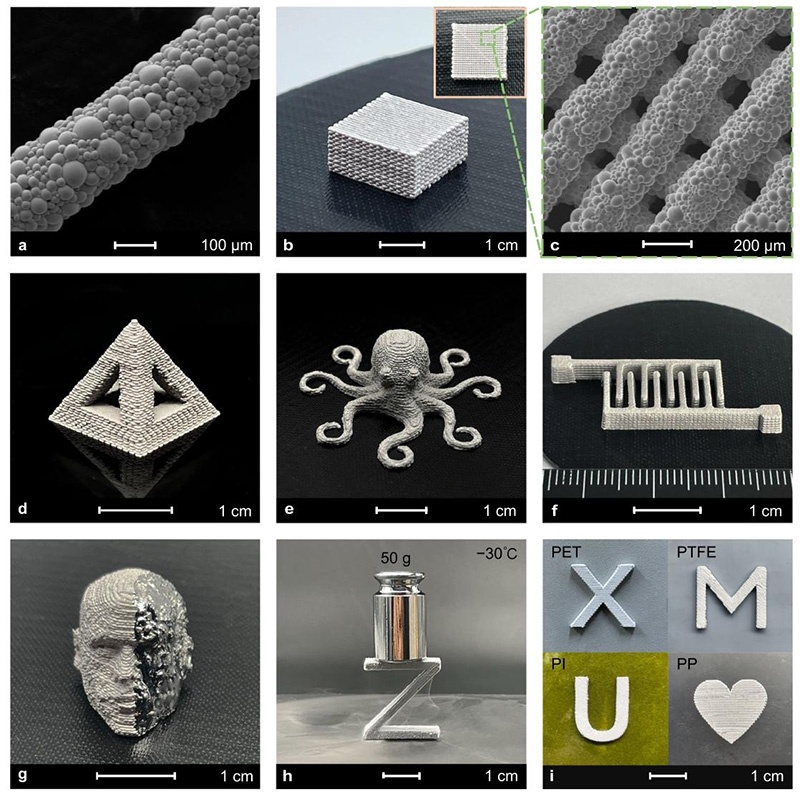
图3 LM-HIPEG的3D打印
(a) 单根打印线条的SEM图像;(b) 打印的非致密填充立方体;(c) 打印丝网络的SEM图像;
(d) 空心四面体结构;(e) 章鱼模型;(f) 叉指电极;(g) 表面刮擦释放液态金属的人头模型;
(h) -30℃固化后支撑50g重物的Z字形结构;(i) 在PET、PTFE、PI和PP基底上打印的图案
打印性能亮点:
高分辨率
使用200μm直径喷嘴可打印出直径210μm的精细线条,挤出膨胀极小
形状稳定性
可打印大跨度悬空结构(如空心四面体),打印的3D物体在室温下可稳定保持3小时
低温承重能力
-30℃下液态金属固化后,12mm²截面积的打印结构可支撑50g重物
广泛基底兼容性
可在PET、PTFE、PI、PP等多种柔性和刚性基底上直接打印
五、LM-HIPEG墨水导电性激活
打印态的LM-HIPEG由于液滴被氧化层和水凝胶层隔离而不导电,研究团队开发了三种高效的导电性激活方法,其中电场诱导电毛细效应激活是本研究的重大创新。
1. 应变激活
适用于柔性基底上的图案
- 5%应变下电阻从657.6kΩ骤降至4.4Ω
- 电导率达到2.6×10⁵S/m
- 300%大应变下电阻仍保持在2.5-9.7Ω
- 具有良好的循环稳定性
2. 低温固化激活
利用液态金属凝固时的体积膨胀效应
- -29.2℃时电导率从0.04S/m提升至5.0×10⁵S/m
- 不改变打印样品的宏观形貌
- 升温重新熔化后形状仍保持稳定
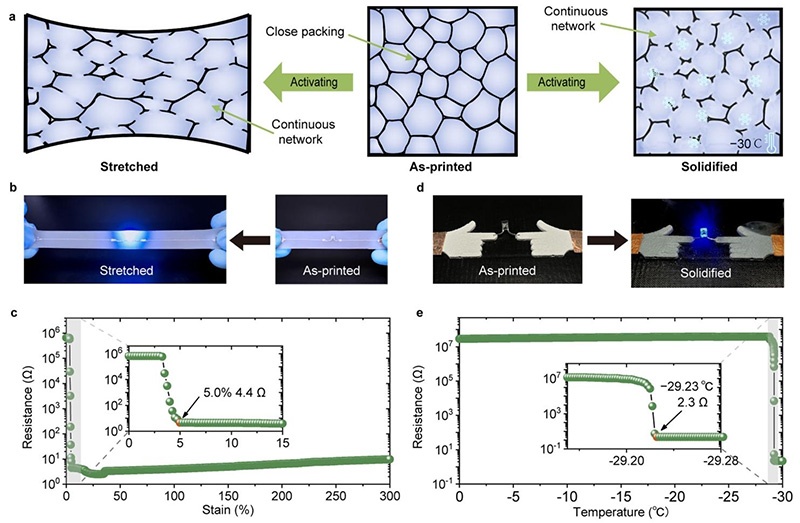
图4 应变和固化诱导的LM-HIPEG导电性激活
(a) 应变激活(左)和固化激活(右)过程示意图;(b) 应变激活前后LED电路照片;
(c) 300%应变下打印线条的电阻变化;(d) 固化激活前后LED电路照片;
(e) 温度从0℃降至-30℃时打印线条的电阻变化
3. 电场激活(本研究创新方法)
首次发现并利用液态金属在电解质水凝胶中的电毛细效应实现导电性激活
- 激活阈值电压约9.3V,15V电压下仅需0.58秒即可完成激活
- 激活后电导率可达5.0×10⁵S/m
- 无需机械或热刺激,可在室温下对刚性基体中的液态金属电路进行激活
- 激活机制:外加电场改变界面双电层结构,导致界面张力梯度,使液态金属流动并破裂氧化层
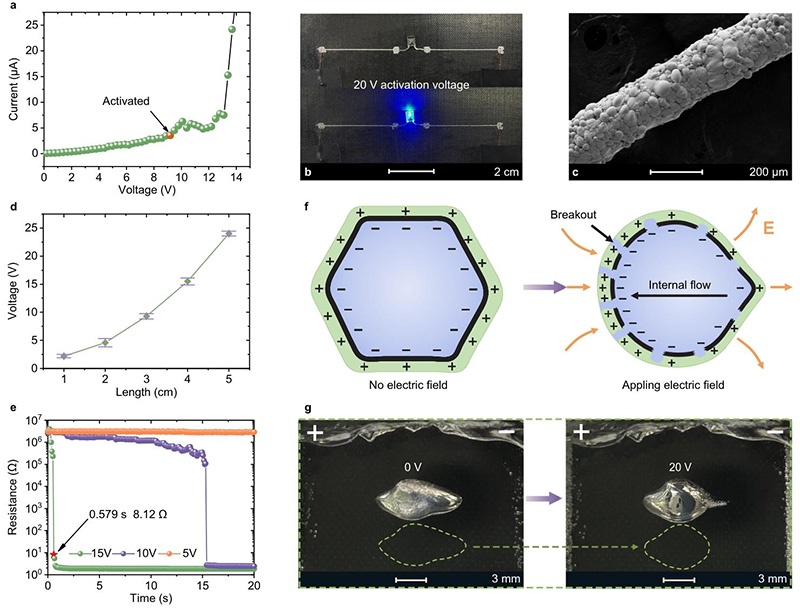
图5 电压诱导的LM-HIPEG导电性激活
(a) 打印态线条的电流-电压曲线;(b) 电压激活前后LED电路照片;(c) 电压激活后打印线条的SEM图像;
(d) 不同长度打印线条的激活电压对比;(e) 不同激活电压下的激活时间对比;
(f) EGaIn液滴在Carbopol水凝胶中的电压诱导电毛细效应示意图;(g) 大EGaIn液滴的电压诱导形状变化照片
六、应用演示
研究团队展示了LM-HIPEG墨水在柔性电子和多材料集成制造中的多种应用:
- 柔性可拉伸电路:在PDMS基底上打印的电路在拉伸和收缩状态下均能正常点亮LED
- 非平面3D电路:在PLA金字塔形基底(0°、45°、90°倾斜面)上原位打印3D导电电路,激活后成功点亮9个LED
-
多材料交替打印:
- 与PDMS/PTFE绝缘墨水交替打印,制备了嵌入式多层柔性电路
- 与EP/GN高强度墨水交替打印,制备了棋盘格图案的复合结构,界面结合良好
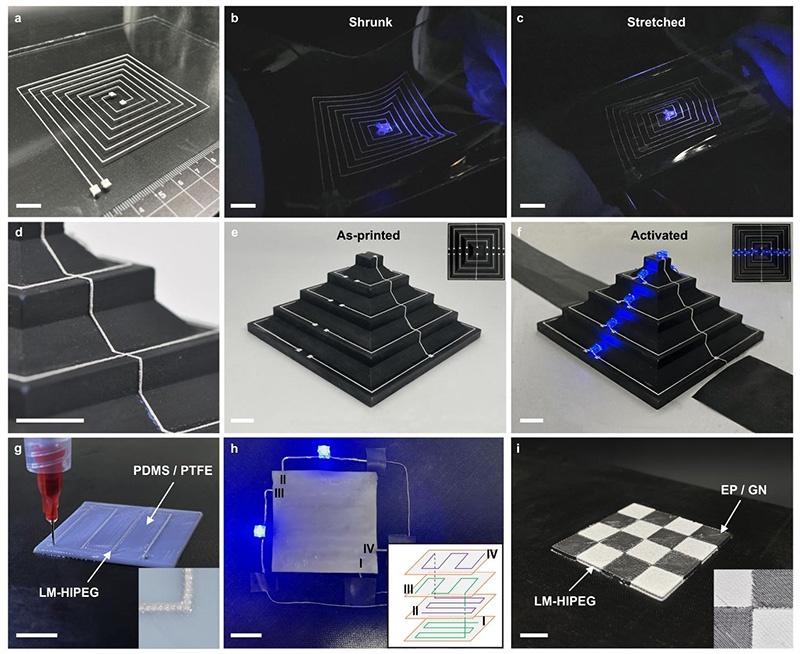
图6 LM-HIPEG墨水在3D打印中的应用
(a) 柔性PDMS基底上的LM-HIPEG电路;(b-c) 基底收缩和拉伸时电路工作状态;
(d-e) 在阶梯状基底上原位打印的3D电路;(f) 3D电路点亮5个LED;
(g) LM-HIPEG线条与PDMS/PTFE基体的交替打印过程;(h) 多层3D电路点亮2个LED;
(i) LM-HIPEG与EP/GN交替打印的棋盘格图案