研究内容
实验材料与配方
本研究使用了三种主要材料:
- 普通硅酸盐水泥(OPC,Tecnocem 32.5)
- 快凝水泥(QSC,Vicat水泥)
- 硅砂(粒径0.4-1.18mm)
研究人员设计了7种不同比例的干粉末混合物,具体配方如下:
| 混合物编号 | 砂:OPC:QSC 质量百分比 |
|---|---|
| Mix-I | 50:40:10 |
| Mix-II | 60:35:5 |
| Mix-III | 70:30:0 |
| Mix-IV | 70:25:5 |
| Mix-V | 70:20:10 |
| Mix-VI | 70:15:15 |
| Mix-VII | 75:25:0 |
实验设备与步骤
实验设备:
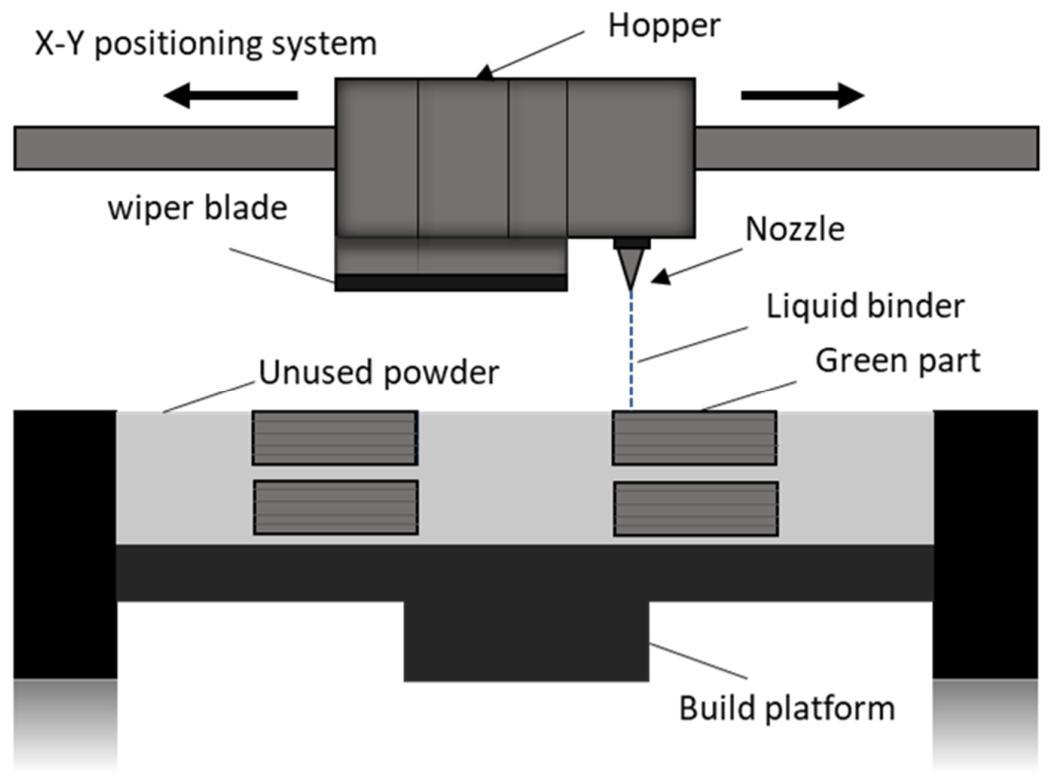
使用定制的3D打印机进行试样制备,该打印机配备:
- 加压式干粉料斗供料系统
- 液体粘结剂分配系统(采用Lee公司0.19mm内径喷嘴)
- 刮粉刀确保粉末均匀分布
- 精密压力阀控制粘结剂喷射量
实验步骤:
- 将各组分在混凝土搅拌机中混合30分钟,确保干粉末均匀
- 使用去离子水作为液体粘结剂
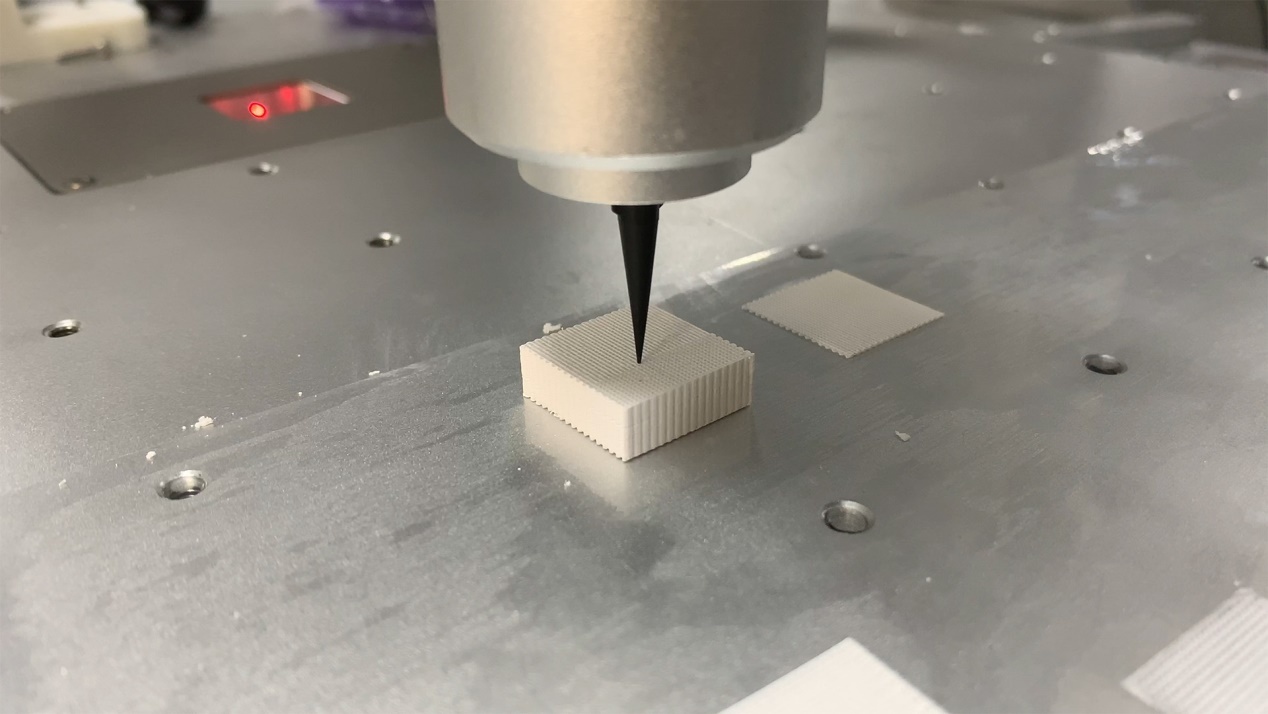
- 打印用于抗弯强度测试的160mm×40mm×40mm试样和用于抗压强度测试的40mm立方体试样
-
打印参数:
- hatch距离:2mm
- 打印头高度:10mm
- 层厚:1mm、1.5mm、2mm
- 进给速度:7.2-14.0m/min
- 打印件在粉末床中固化24小时,然后取出并去除表面多余粉末
- 在20-25°C、相对湿度50%的条件下继续固化至测试龄期
测试方法
-
流动性测试:
- 计算Hausner比(HR)= 振实密度/堆积密度
- 计算Carr指数(CI)= [(振实密度-堆积密度)/振实密度]×100
- 评价标准:HR<1.25表示流动性良好;CI<15%表示流动性优异
-
表观密度测试:
- 按照ASTM C 642标准进行
- 试样先在110°C烘箱中干燥24小时
- 然后在水中浸泡48小时并煮沸5小时
- 冷却3小时后测量各阶段质量
-
力学性能测试:
- 按照EN-196-1标准进行
- 三点弯曲试验:加载速率50N/s
- 抗压试验:加载速率2400N/s
-
微观结构分析:
- 使用扫描电子显微镜(SEM,JEOL JSM5500)
- 使用数字显微镜(Olympus DSX 1000)
- 分析固化7天的试样
实验结果
宏观形貌
不同配方的打印试样呈现出明显的颜色差异,反映了成分的变化。值得注意的是,Mix-VII试样出现了喷嘴堵塞问题,影响了最终几何形状的精度。
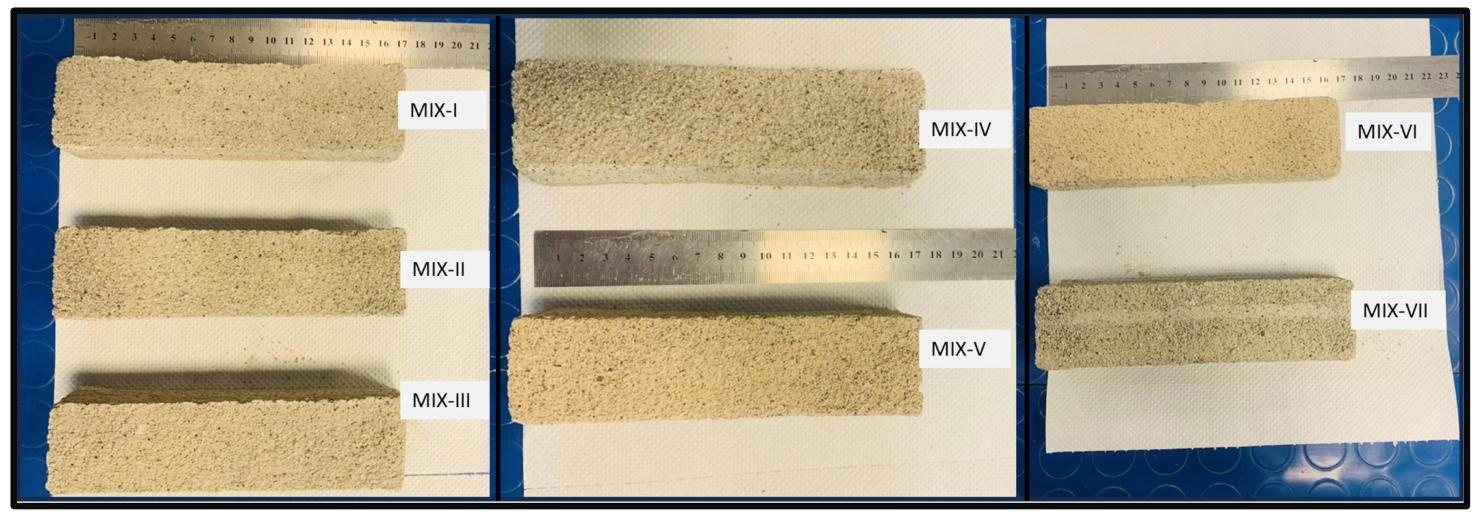
图2 不同配方试样的宏观图像
流动性测试结果
| 混合物 | Hausner比(HR) | Carr指数(CI) | 流动特性 |
|---|---|---|---|
| Mix-I | 1.35 | 26 | 粘结性/差 |
| Mix-II | 1.31 | 24 | 尚可 |
| Mix-III | 1.28 | 22 | 尚可 |
| Mix-IV | 1.28 | 22 | 尚可 |
| Mix-V | 1.21 | 18 | 一般 |
| Mix-VI | 1.17 | 15 | 良好 |
| Mix-VII | 1.23 | 19 | 一般 |
结果表明,随着OPC含量的降低,混合物的流动性逐渐提高。
密度测试结果
OPC含量对打印试样的密度有显著影响。随着OPC含量的增加,试样的表观密度也随之增加,这主要是由于OPC具有更高的比重。
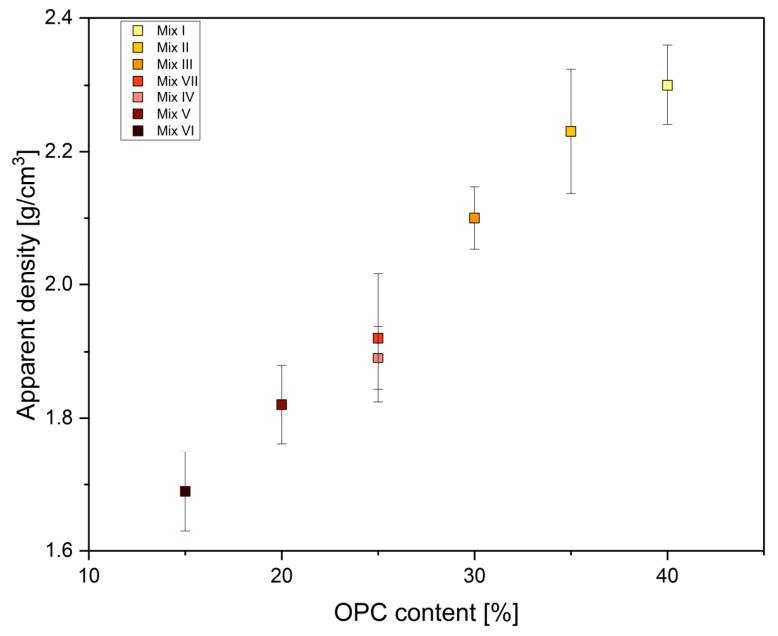
图3 OPC含量对3D打印试样密度的影响
力学性能测试结果
在28天的固化期内,Mix-II(60%砂:35%OPC:5%QSC)表现出最佳的抗压和抗弯强度。研究人员将强度随水泥含量变化的关系分为三个区域:
- 活性区:水泥含量增加,强度显著提高
- 惰性区:强度增长逐渐放缓
- 劣化区:继续增加水泥含量反而导致强度下降
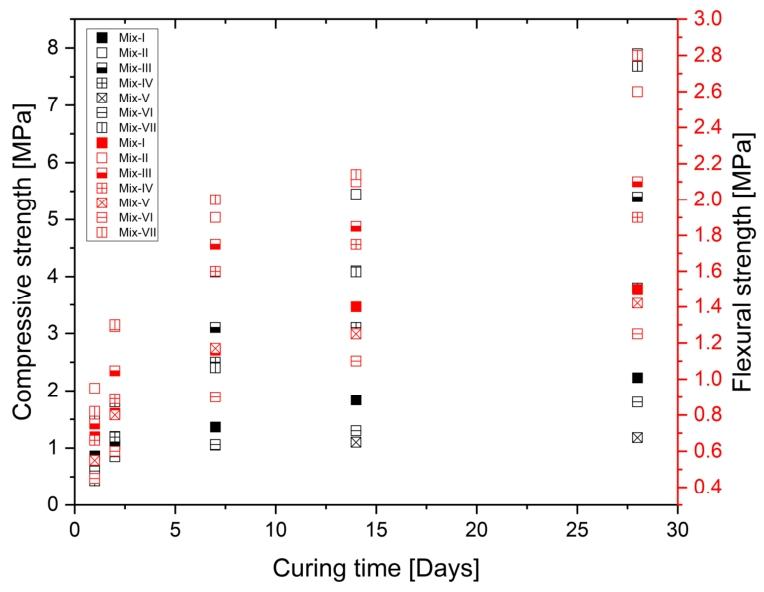
图4 打印试样的力学性能
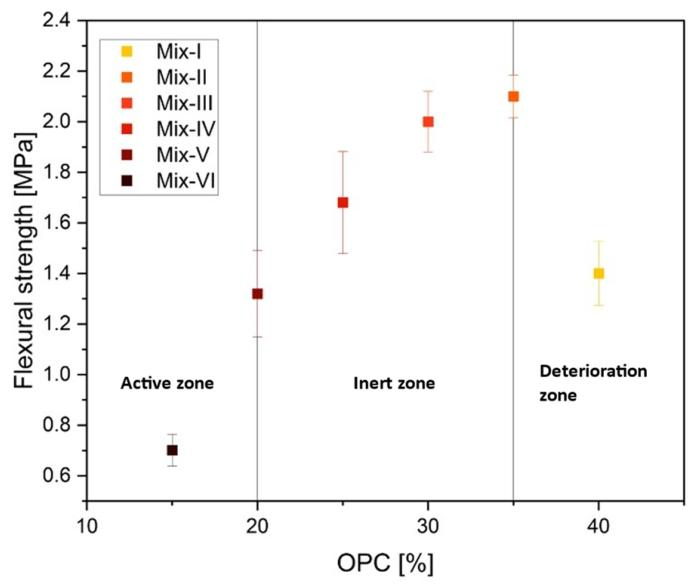
图5 不同OPC含量下3D打印试样在活性区、惰性区和劣化区的行为(固化7天)
层厚对力学性能也有显著影响。研究发现,层厚与抗弯强度成反比关系,层厚越小,强度越高。
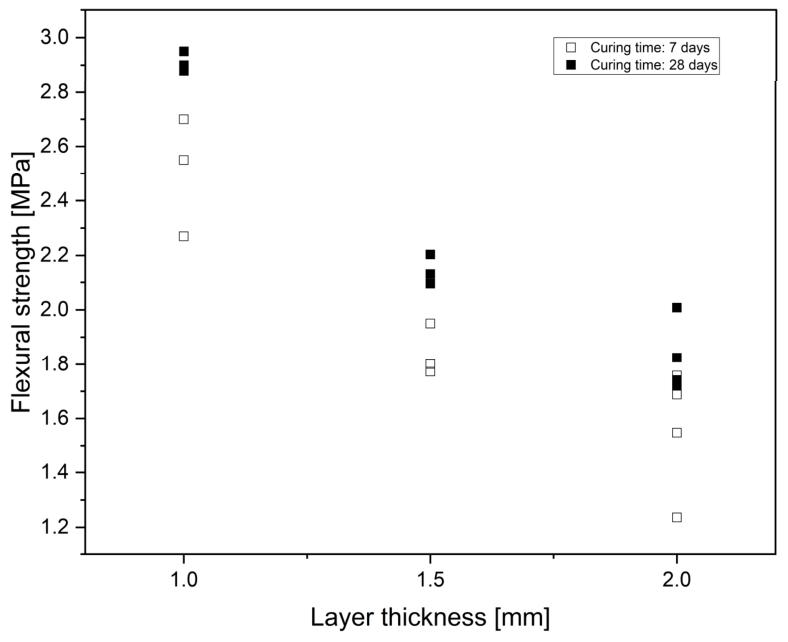
图6 层厚对3D打印试样抗弯强度的影响
微观结构分析
光学显微镜和SEM图像显示,随着层厚的增加,试样中的孔隙数量也随之增加。这是导致厚层试样强度降低的主要原因。
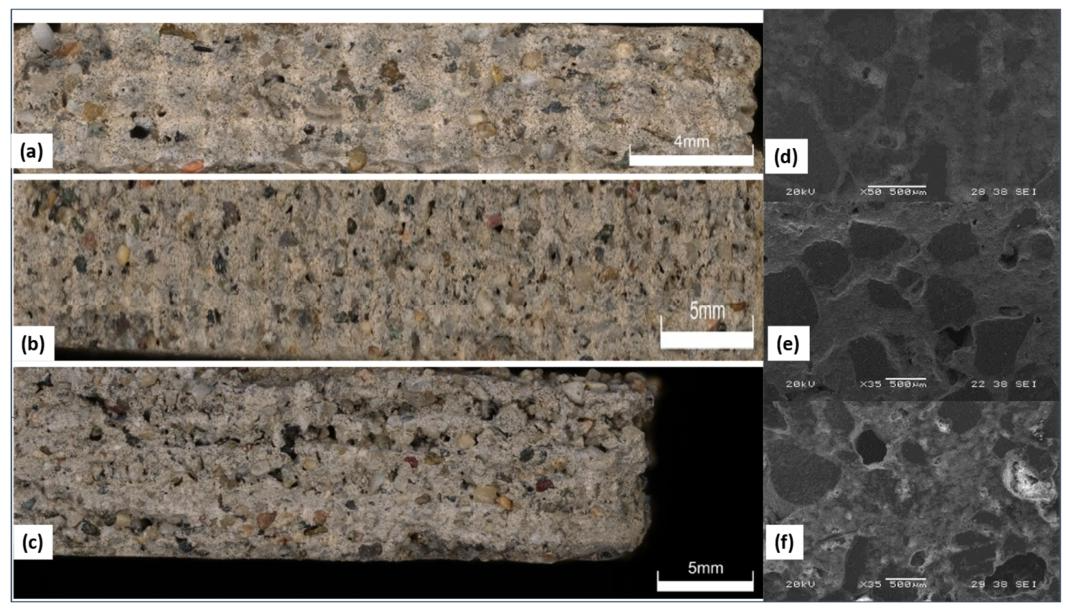
图7 (a)层厚=1mm的光学显微镜图像;(b)层厚=1.5mm的光学显微镜图像;(c)层厚=2mm的光学显微镜图像;(d)层厚=1mm的SEM图像;(e)层厚=1.5mm的SEM图像;(f)层厚=2mm的SEM图像