现代临床治疗逐步向以患者为中心的精准医疗转变,受基因、生理、年龄、环境差异影响,不同患者对用药剂量、释药速率、剂型形态需求差异化显著,儿科、老年患者是差异化用药最典型群体。
儿科人群从新生儿、婴幼儿到青少年,体内药物吸收、代谢、肝肾酶活性发育程度差异极大,给药剂量需要结合体重、体表面积、异速生长模型个体化调整;老年患者普遍多病共存、多重用药,极易发生CYP450酶、P-糖蛋白介导的药物相互作用,亟需个体化给药降低不良反应。部分吞咽障碍患者需要口腔崩解剂型、不耐苦味患者需要非口腔溶解制剂,传统统一规格药片无法满足。
现有药物生产依托大批量流水线规模化制造,遵循“一刀切”生产逻辑,依靠压片机械制备片剂,固定处方、固定规格,难以实现小批量、多规格定制化生产,生产成本与工艺难度限制精准医疗落地。模块化定制是个性化制药新思路,但传统工艺无法实现药物内部空腔、梯度组分、分区载药等复杂结构成型。
增材制造(3D打印)可逐层成型实现剂型结构定制,美国FDA批准首款3D打印抗癫痫药Spritam®后,黏结剂喷射(Binder Jetting,BJ)3D打印成为药物固体剂型热门方向,该工艺无高温/激光熔融,适配多数药用原料,成为论文研究切入点。
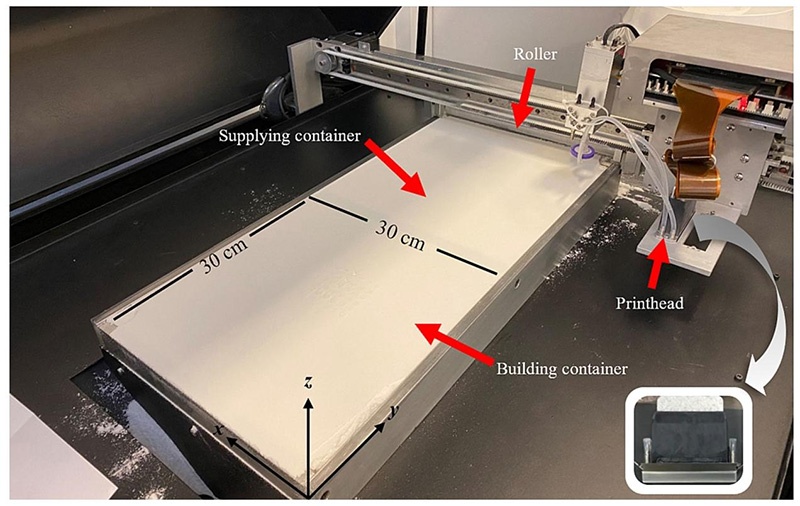
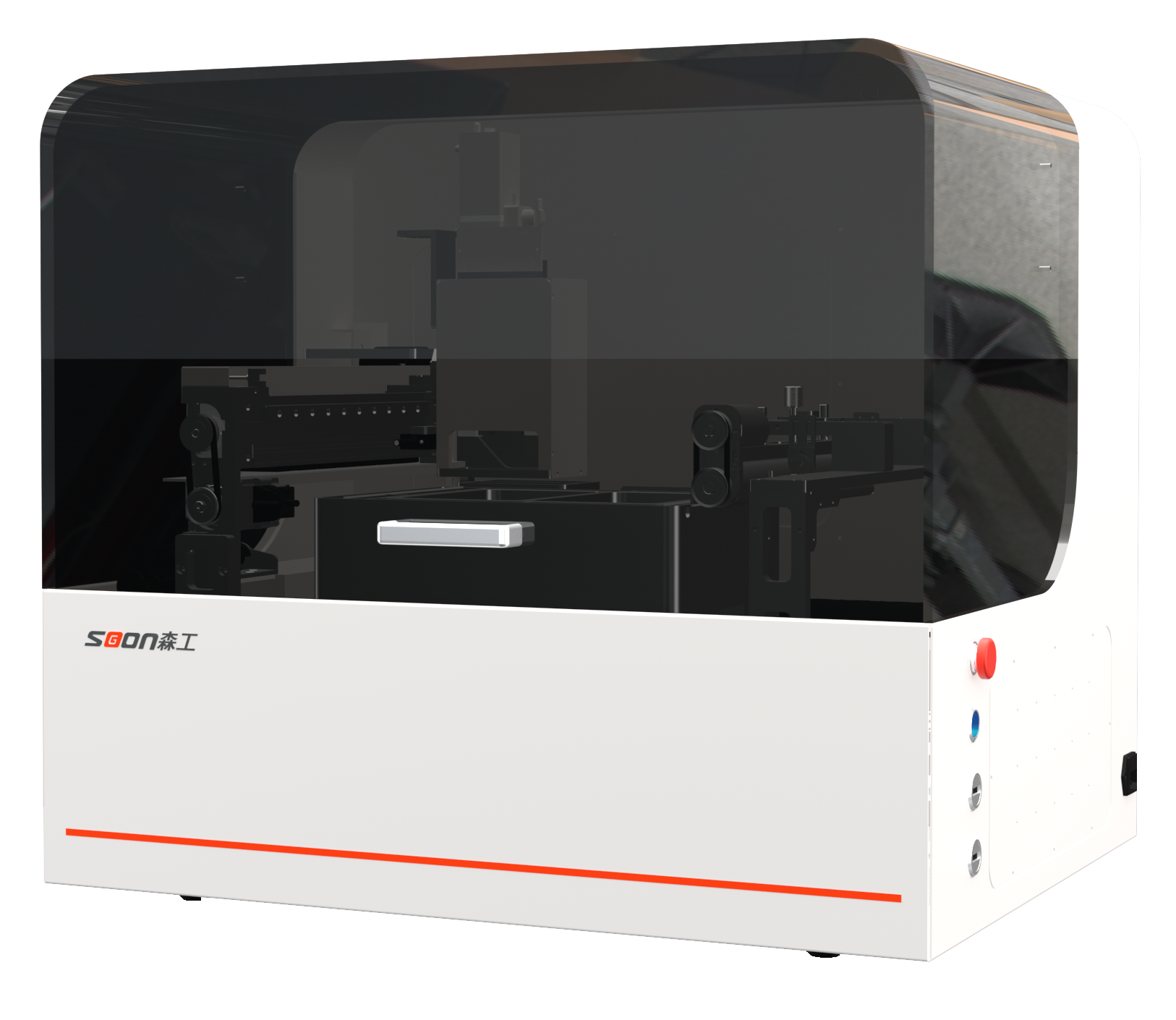
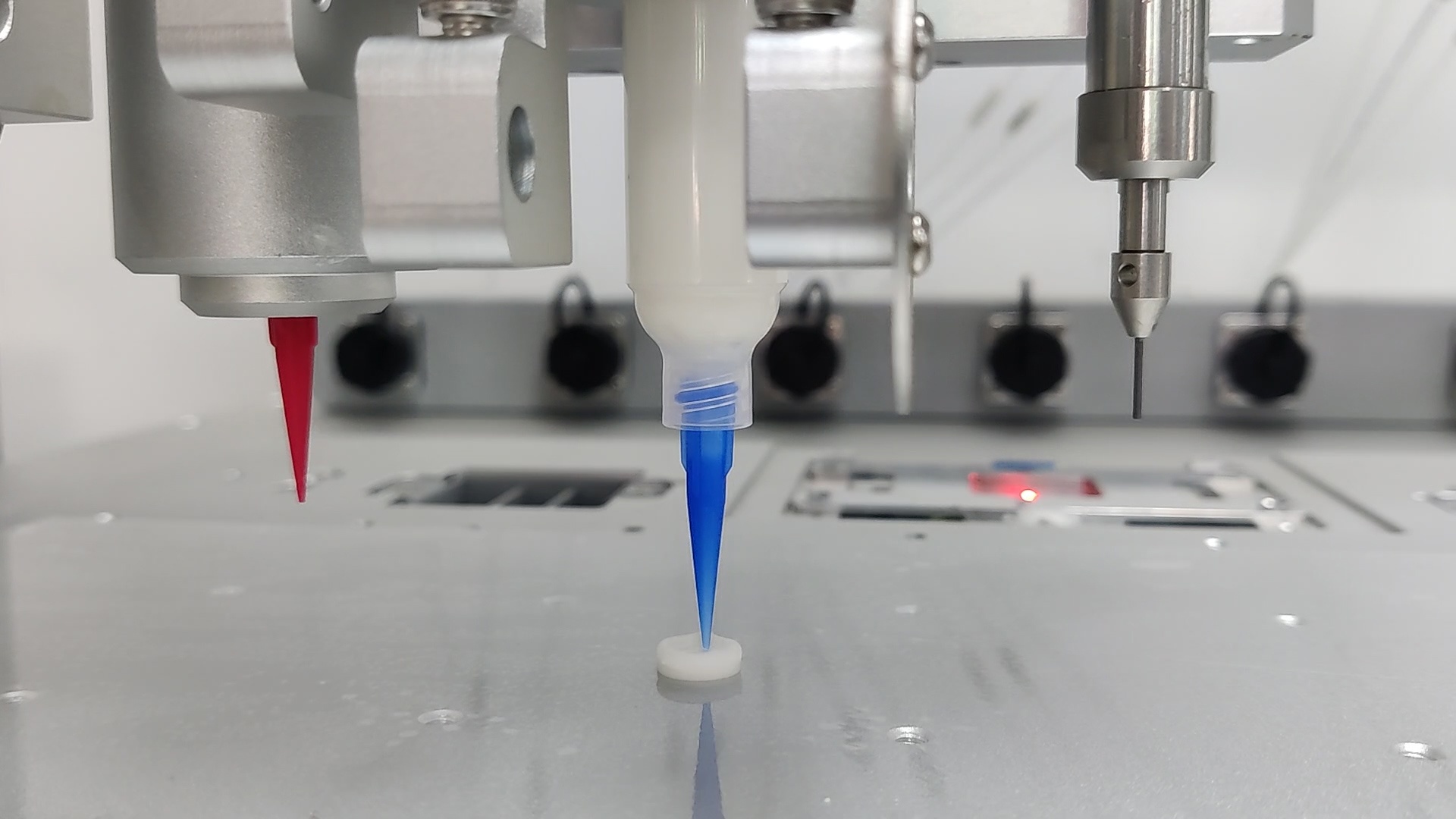
图示组成:辊轮、原料粉料仓、打印喷头、成型料仓;工作模式:Z轴垂直升降工作台,XY轴移动喷头喷涂液状黏结剂,辊轮逐层铺粉,重复铺粉-喷墨黏合完成坯体成型
BJ技术1980年代由麻省理工研发,最初用于石膏建材生产;成型逻辑:粉末铺床+液体黏结剂定点喷墨固结,全程无加热、无激光烧结,依靠粉末颗粒间黏结液形成固体桥架成型。
粉体关键工艺参数研究:粉末优先采用双峰粒径分布,小颗粒填充大颗粒空隙提升粉床致密度与药片机械强度;粉体流动性差、颗粒分层会造成铺粉失败。论文中Wang课题组试验:布洛芬、对乙酰氨基酚配方打印,仅30%质量分数对乙酰氨基酚片剂打印成功;布洛芬打印失败原因为颗粒粒径不合适、在黏结液中溶解度偏低。
A:渗墨缺陷(黏结液过多,墨水渗透超出预设区域);B:缺黏缺陷(黏结液用量不足,局部粉末无法固结形成空白松散区)
黏结液与粉液配比是质控关键点:黏结液过量出现渗墨(图2A)、用量不足局部无法成型(图2B),是配方调试核心难点。
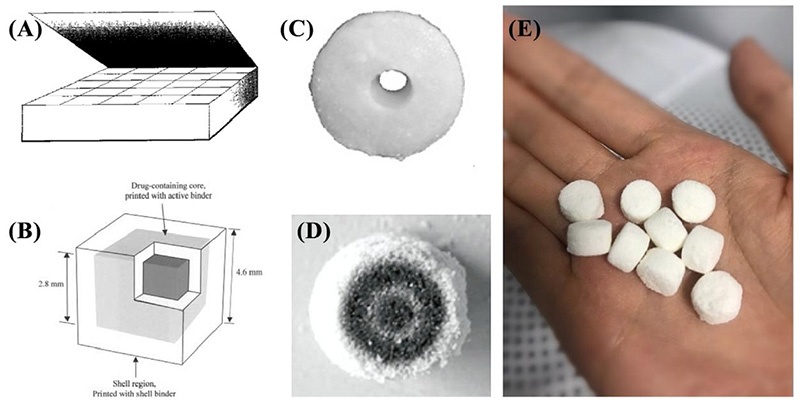
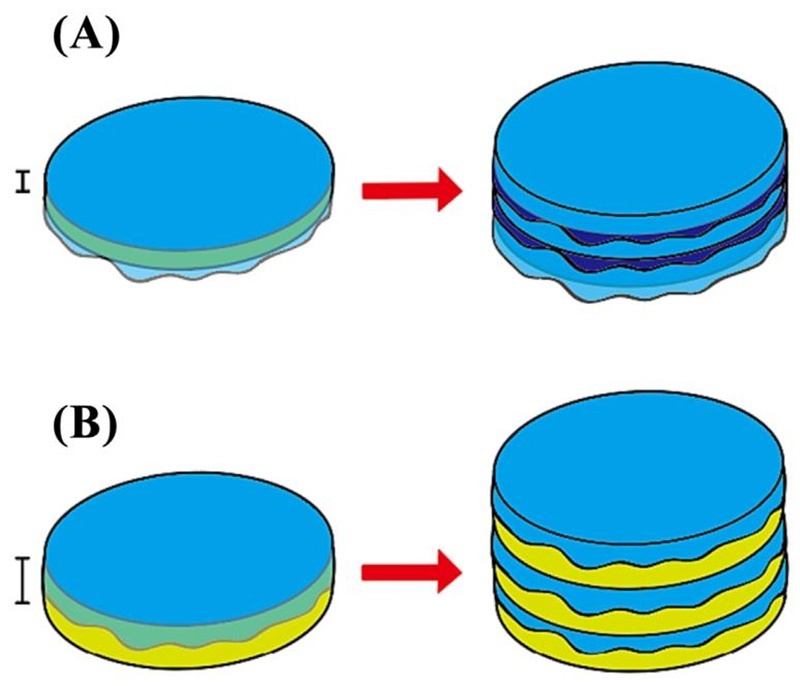
A:多隔室分区载药释药器件;B:核壳立方缓释药片;C:中心开孔可控释放片剂;D:组分梯度成型片剂;E:多孔结构口腔快速崩解片剂
1.传统规模化制药“统一规格”模式难以匹配精准医疗个体化用药需求,以模块化设计为核心的小批量多品种定制制药是行业未来发展方向,黏结喷射BJ3D打印是落地该路线的优选增材制造技术。
2.BJ3D打印可自由定制片剂外形、内部空间结构、药物空间分布与处方组分,能制备缓释、速崩、多隔间复方等传统工艺无法量产的创新剂型,在儿科、老年个体化给药场景潜力突出。
3.技术现存短板:原料通用性、规模化生产效率、各国药品监管法规、生产成本、供应链体系仍是产业化瓶颈,目前绝大多数产品停留在实验室概念验证阶段。
4.后续需要跨学科联合研究(制药+机械工程+临床药学),打通材料配方、设备量产、药品法规全链条,推动BJ打印精准药物从实验室走向临床落地。
全面解析森工BJ粘结剂喷射3D打印机在该类研究中功能匹配情况及需定制功能,帮助用户更好地选择合适的3D打印设备及功能模块。
由于小编学识所限,文中内容难免存在疏漏或不足之处。若您发现任何错误或值得商榷的观点,恳请不吝指正,小编将第一时间修正完善。感谢您的包容与支持!
本文内容来源于网络公开素材,发布的目的在于学术交流、研讨分享,如相关内容涉及侵权,请联系我们,将第一时间下架内容!

DIW直写式3D打印技术有哪些实现材料梯度打印的方式,各有什么优势和特点?
森工科技AutoBio系列生物3D打印机专业版和旗舰版应用于科研场景该怎么选择?
直写式(DIW)陶瓷 3D 打印机:科研领域的材料创新利器
论文分分享 I Structure design of an innovative 3-dimensional-printed emulsion carrier for stabilizing pol

森工科技亮相第四届陶瓷增材制造前沿科学家论坛 罗建旭发表“高性能非金属材料挤出直写与粘接剂喷射工艺解决方案”主题报告

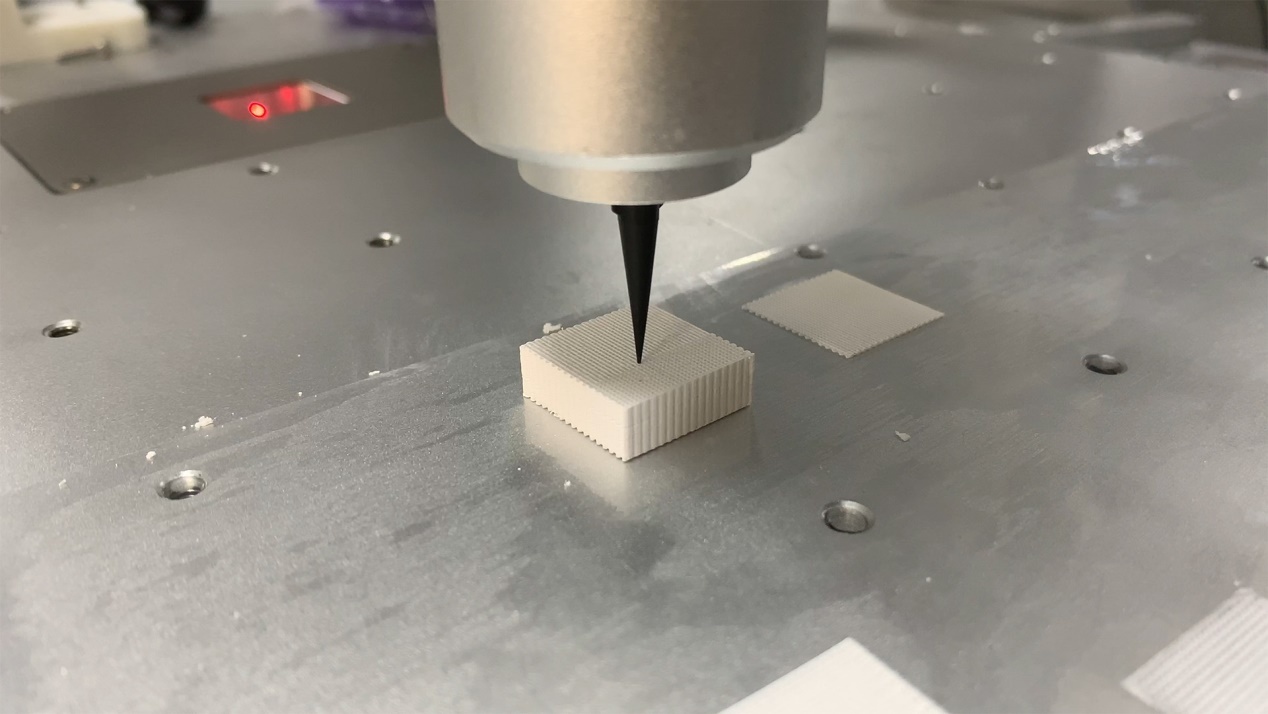
森工科技 AutoBio2000多通道食品3D打印机助力深圳大学化学与环境工程学院食品科学与工程系范方辉团队登顶食品工程 TOP 期刊