软木是栓皮栎(Quercus suber L.)的外层树皮,是葡萄牙的标志性天然材料。其主要化学成分为木栓质(33-50% wt)、木质素(20-25% wt)、多糖(12-20% wt)和提取物(14-18% wt),具有独特的蜂窝状闭孔结构,因此具备轻质、隔热、隔音、弹性好等优异性能。
在软木瓶塞生产过程中,每年会产生约5万吨粒度小于500μm的软木粉末残渣。这些残渣目前大多被直接焚烧处理,不仅造成资源浪费,还带来了环境问题。
粘结剂喷射(BJ)是一种成熟的增材制造技术,通过打印头选择性地将粘结剂沉积在粉末床上,逐层堆积形成三维零件。该技术适合加工粉末材料,且能实现复杂几何形状的制造。然而,截至本研究发表时,尚无利用粘结剂喷射技术加工软木粉末的相关报道。
本研究面临的主要挑战包括:
受工业上膨胀软木团聚体生产工艺的启发,本研究创新性地提出将高压釜技术作为3D打印软木零件的后处理方法,利用过热蒸汽诱导软木细胞膨胀和细胞壁热化学降解,产生天然粘结剂,从而提高软木颗粒之间的附着力。
实验所用软木粉末来自葡萄牙某软木公司的瓶塞抛光工序残渣。通过筛分得到两种不同粒度分布的粉末:
为改善软木粉末的润湿性,添加了两种亲水性添加剂:聚乙烯醇(PVA, Mowiol 4-88)和羧甲基纤维素钠(CMC)。所有配方均保持75%(w/w)软木粉末与25%(w/w)添加剂的比例,共设计4种实验配方:
| 配方编号 | 软木粉末类型 | 添加剂类型 | 松装密度(g/cm³) |
|---|---|---|---|
| Form 1 | 全范围 | PVA | 0.083 |
| Form 2 | 粗颗粒 | PVA | 0.156 |
| Form 3 | 全范围 | CMC | 0.083 |
| Form 4 | 粗颗粒 | CMC | 0.156 |
将软木粉末与添加剂在Ferneto BTF020混合机中机械混合10分钟,得到均匀的打印粉末。
使用3D Systems公司的ZPrinter310打印机和商用zb60水基粘结剂进行打印。所有打印参数保持一致:
打印分为两个阶段:
打印完成后,零件在打印机内自然干燥过夜,然后用刷子和压缩空气进行清粉处理。
使用Selecta公司的ST Dry PV 12高压釜进行后处理。通过预实验确定了最佳工艺参数:
为便于区分,将高压釜处理前的零件称为"Form #_Green"(生坯),处理后的零件称为"Form #_Autoclave"(后处理件)。
含PVA的配方(Form 1和Form 2)在粉末床中分散不均匀,容易团聚,导致打印零件颗粒间附着力差,难以保持形状。
含CMC的配方(Form 3和Form 4)表现出更好的打印性能:
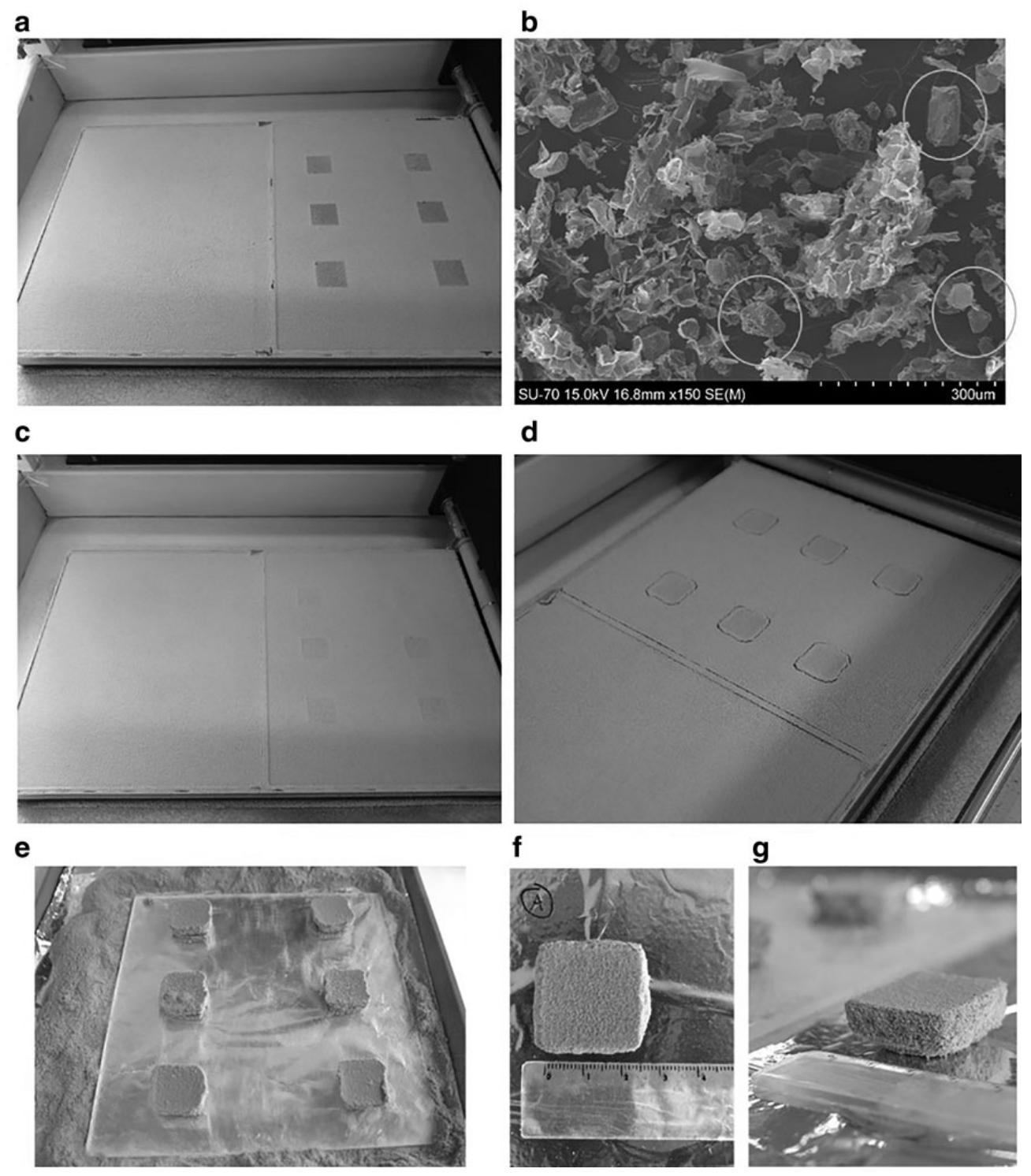
图1. 使用Form 3打印的3D零件:(a) 粘结剂沉积后的3D打印过程:CMC在粉末床中均匀分散;(b) Form 3的SEM图像(CMC高亮显示);(c) 沉积新一层Form 3后的3D打印过程;(d) Form 3生坯零件过夜干燥:零件因自身重量变形;(e) 清粉过程中的Form 3生坯零件;(f)和(g) 最终的Form 3生坯零件。
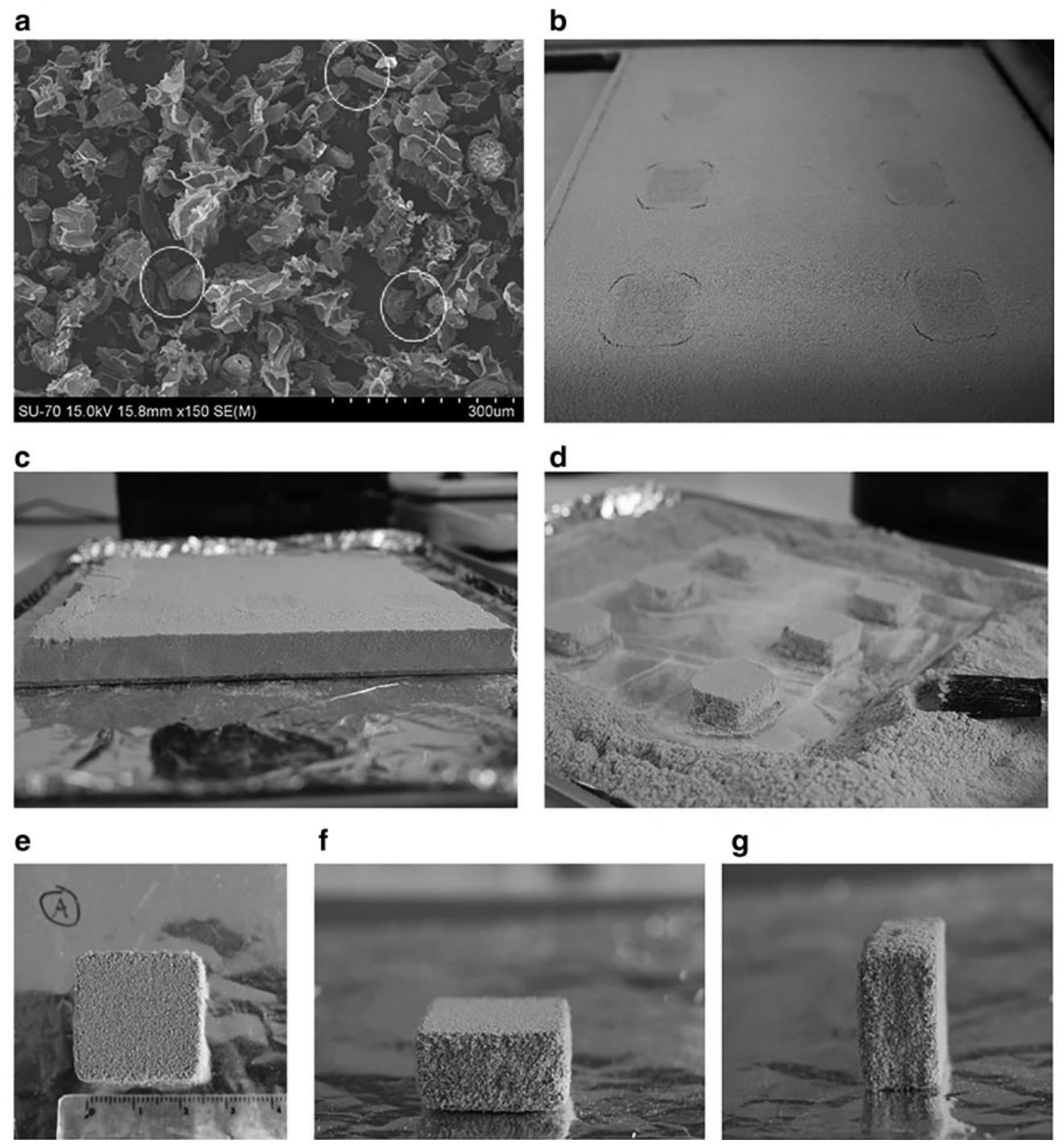
图2. 使用Form 4打印的3D零件:(a) Form 4的SEM图像(CMC高亮显示);(b) Form 4生坯零件过夜干燥:零件因自身重量变形;(c) 致密的软木粉末床;(d) 清粉过程中的Form 4生坯零件;(e)、(f)和(g) 最终的Form 4生坯零件。
与陶瓷粉末不同,软木粉末的粗颗粒分布(63-80μm)比全范围分布(20-100μm)具有更高的堆积能力,这是由于软木颗粒的不规则形状增加了表面接触面积,提高了润湿性和粘结效果。
高压釜处理后,零件颜色变为棕褐色,内聚性显著提高。
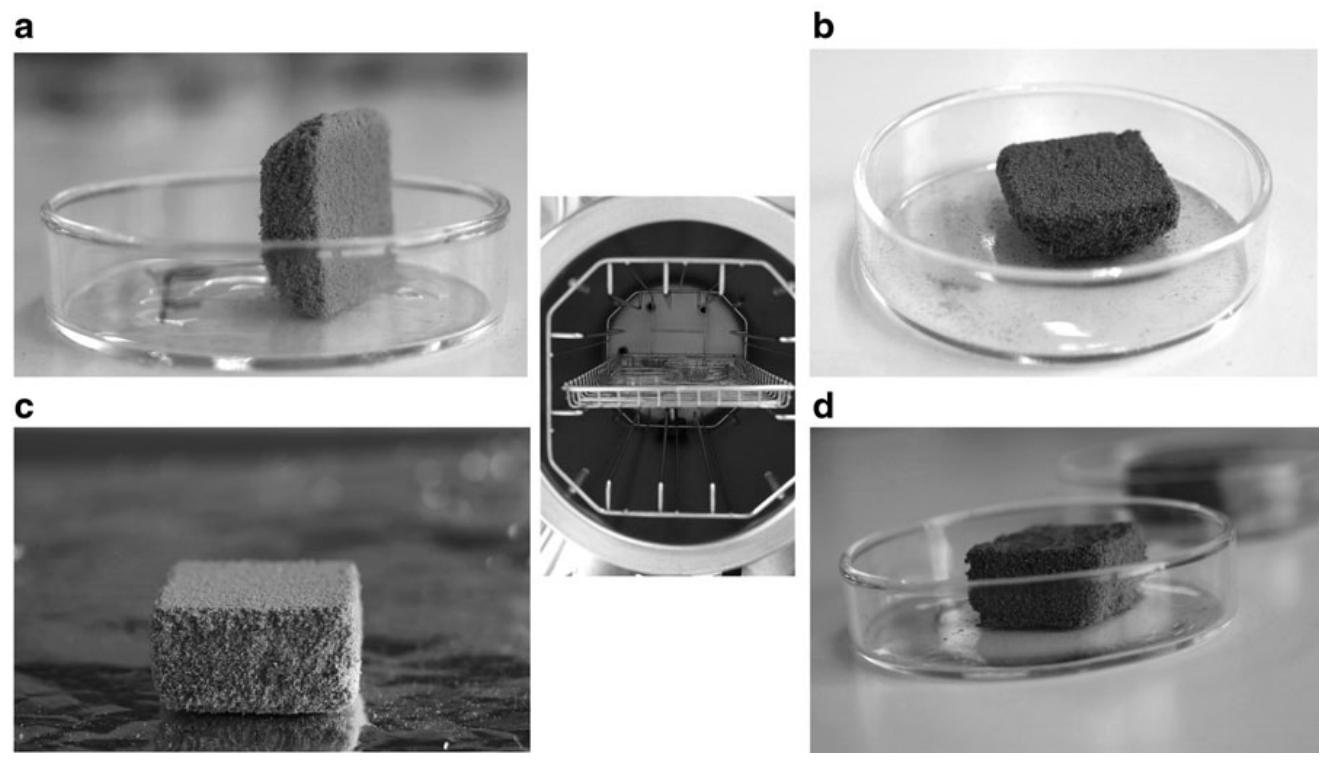
图3. (a) Form 3生坯、(b) Form 3后处理件、(c) Form 4生坯和(d) Form 4后处理件的图像。
SEM观察和统计分析表明,软木细胞发生了明显的膨胀:
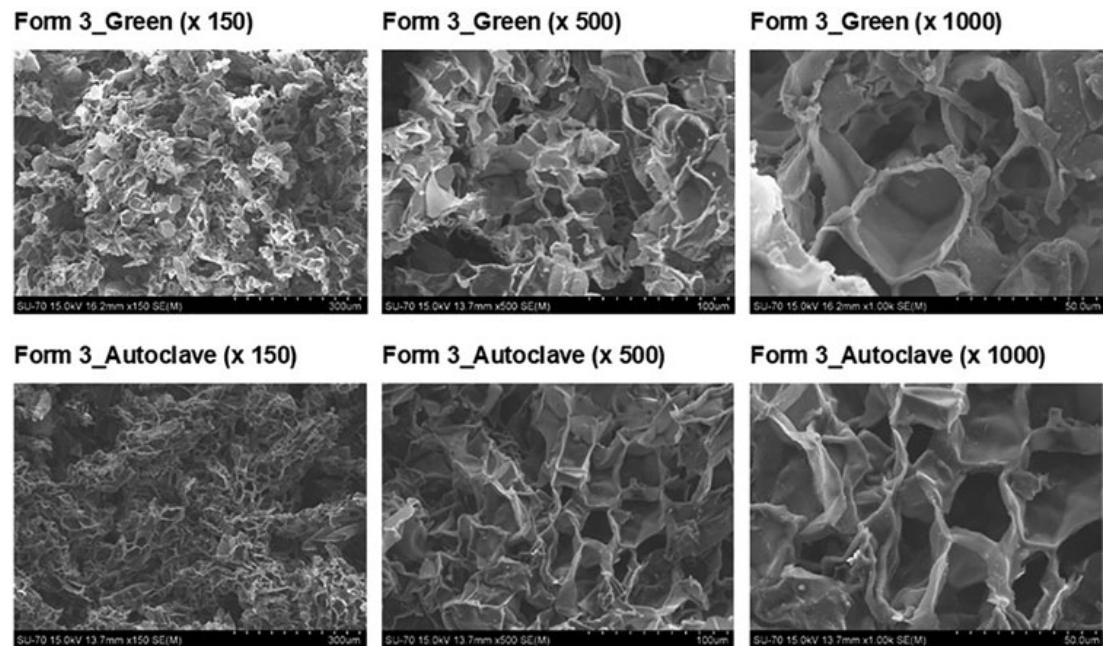
图4. Form 3生坯和Form 3后处理件的SEM图像(放大倍数分别为150×、500×和1000×)。
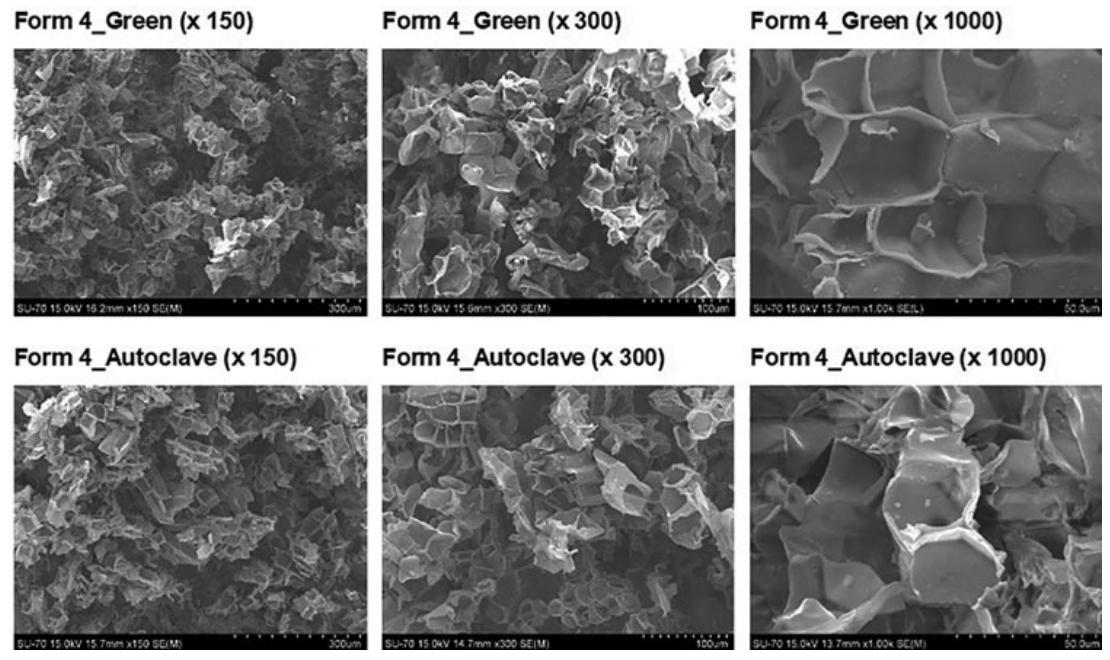
图5. Form 4生坯和Form 4后处理件的SEM图像(放大倍数分别为150×、300×和1000×)。
FTIR分析显示,高压釜处理后:
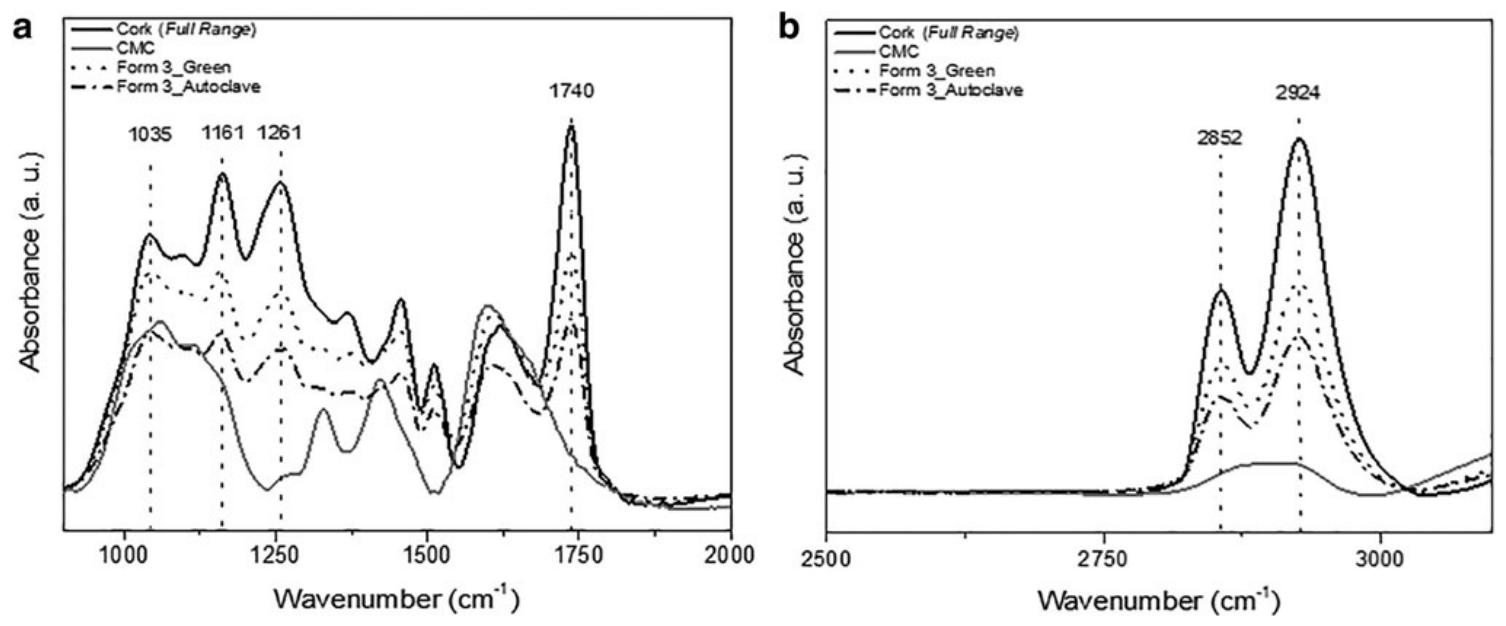
图6. 不同波数范围的FTIR光谱:(a) 900-2000 cm⁻¹和(b) 2500-3500 cm⁻¹。
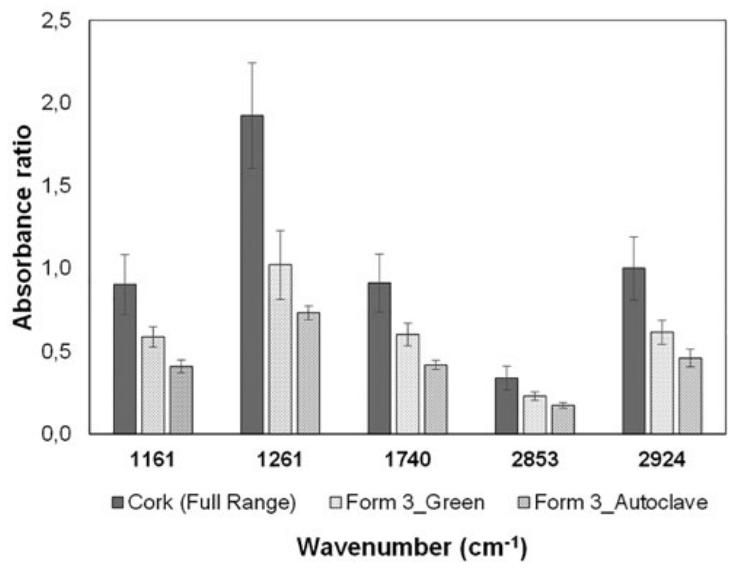
图7. 软木粉末、Form 3生坯和Form 3后处理件样品在2924 cm⁻¹处木栓质峰的吸收比。
这些降解产物作为天然粘结剂,显著提高了软木颗粒之间的附着力。
压缩测试结果表明,高压釜处理显著提高了零件的抗压强度:
| 样品 | 22%应变时应力(kPa) | 26%应变时应力(kPa) | 32%应变时应力(kPa) |
|---|---|---|---|
| Form 4_Green | 8.3 ± 0.7 | 7.3 ± 1.9 | 5.7 ± 0.7 |
| Form 4_Autoclave | 17.8 ± 1.8 | 21.2 ± 2.3 | 24.1 ± 1.5 |
生坯的抗压强度随应变增加而降低,而后处理件的抗压强度随应变增加而升高,表明高压釜处理有效改善了颗粒间的粘结。
使用最优配方Form 4成功打印了具有复杂几何形状的软木零件,完整展示了从3D模型到最终后处理件的整个工艺流程。
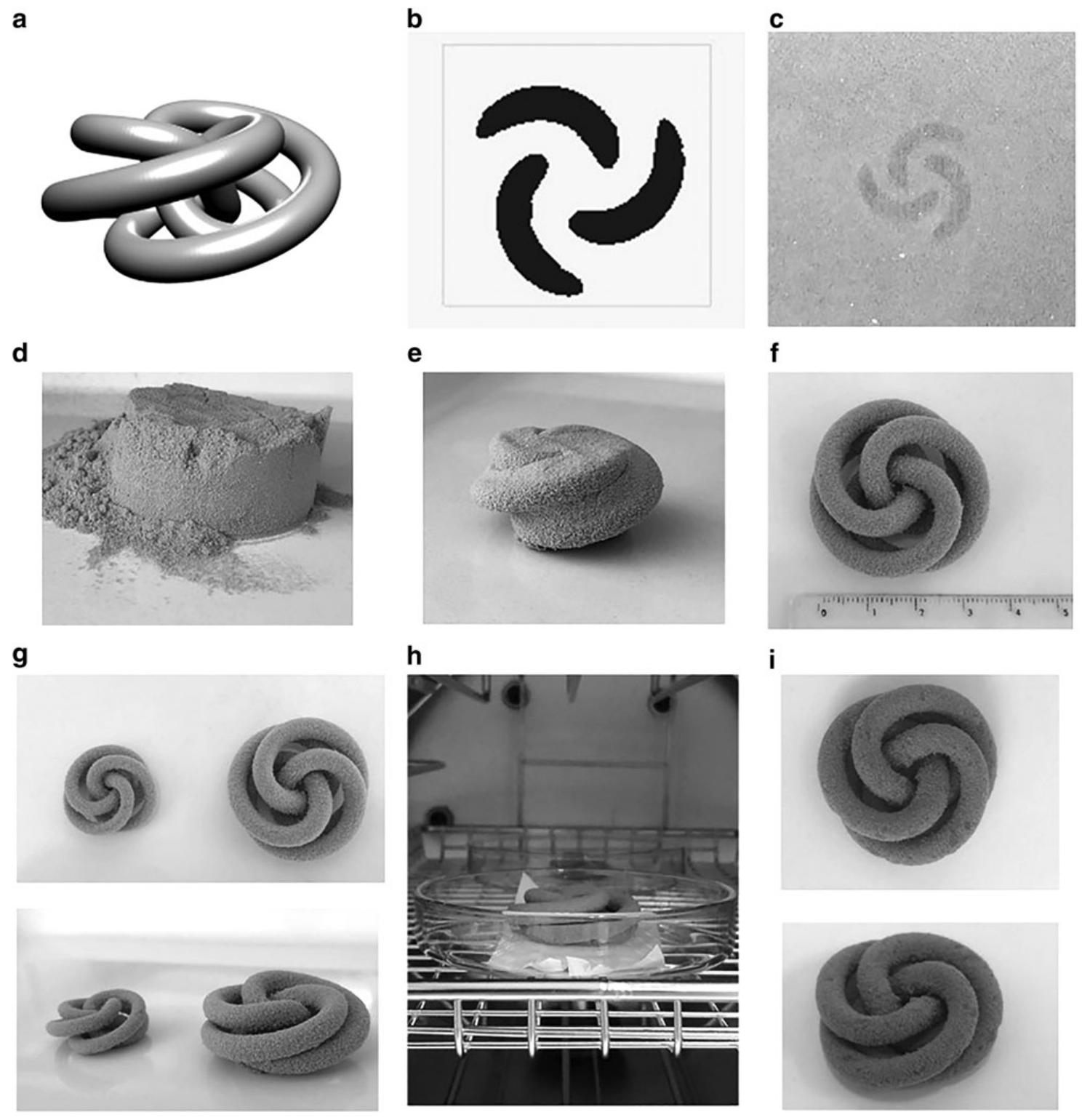
图8. 3D打印过程:从(a) 3D模型;(b) 层示例;(c) 打印过程中的层示例;(d) 从粉末床中取出的零件;(e) 清粉过程;到(f) 最终的3D打印软木零件;(g) Form 4生坯零件;(h) 高压釜中的软木零件和(i) Form 4后处理件。
3D打印软木零件保留了软木天然的轻质、温暖触感和柔软特性,外观类似海绵,适用于对力学性能要求不高的领域,如原型制作、装饰件和零售产品等。
本研究首次成功开发了适用于粘结剂喷射技术的软木基配方,并验证了利用软木粉末残渣进行3D打印的可行性。主要结论如下:
本研究为软木粉末残渣的高值化利用提供了新的技术途径,将传统天然材料与先进增材制造技术相结合,有望开发出具有创新设计的软木产品,应用于原型制作、装饰件、零售产品等领域。
未来研究方向包括:深入研究软木粉末与不同粘结剂的相互作用机制,明确高压釜处理过程中参与粘结的具体化学成分,以及进一步优化工艺参数以提高零件的力学性能。
中文标题:软木粉末残渣的粘结剂喷射加工技术研究
英文标题:Cork Powder Residues Processing by Binder Jetting
作者:Sara P. Magalhães da Silva, Iara Castro, José M. Oliveira
作者单位:葡萄牙阿威罗大学EMaRT研究组、CICECO材料研究所
发表期刊:3D PRINTING AND ADDITIVE MANUFACTURING
全面解析森工BJ粘结剂喷射3D打印机在该类研究中功能匹配情况及需定制功能,帮助用户更好地选择合适的3D打印设备及功能模块。
喷头清洗/保湿模块:
能够实现喷头自动清洗+海绵保湿,降低堵头率功能;
由于小编学识所限,文中内容难免存在疏漏或不足之处。若您发现任何错误或值得商榷的观点,恳请不吝指正,小编将第一时间修正完善。感谢您的包容与支持!
本文内容来源于网络公开素材,发布的目的在于学术交流、研讨分享,如相关内容涉及侵权,请联系我们,将第一时间下架内容!

DIW直写式3D打印技术有哪些实现材料梯度打印的方式,各有什么优势和特点?
森工科技AutoBio系列生物3D打印机专业版和旗舰版应用于科研场景该怎么选择?
直写式(DIW)陶瓷 3D 打印机:科研领域的材料创新利器
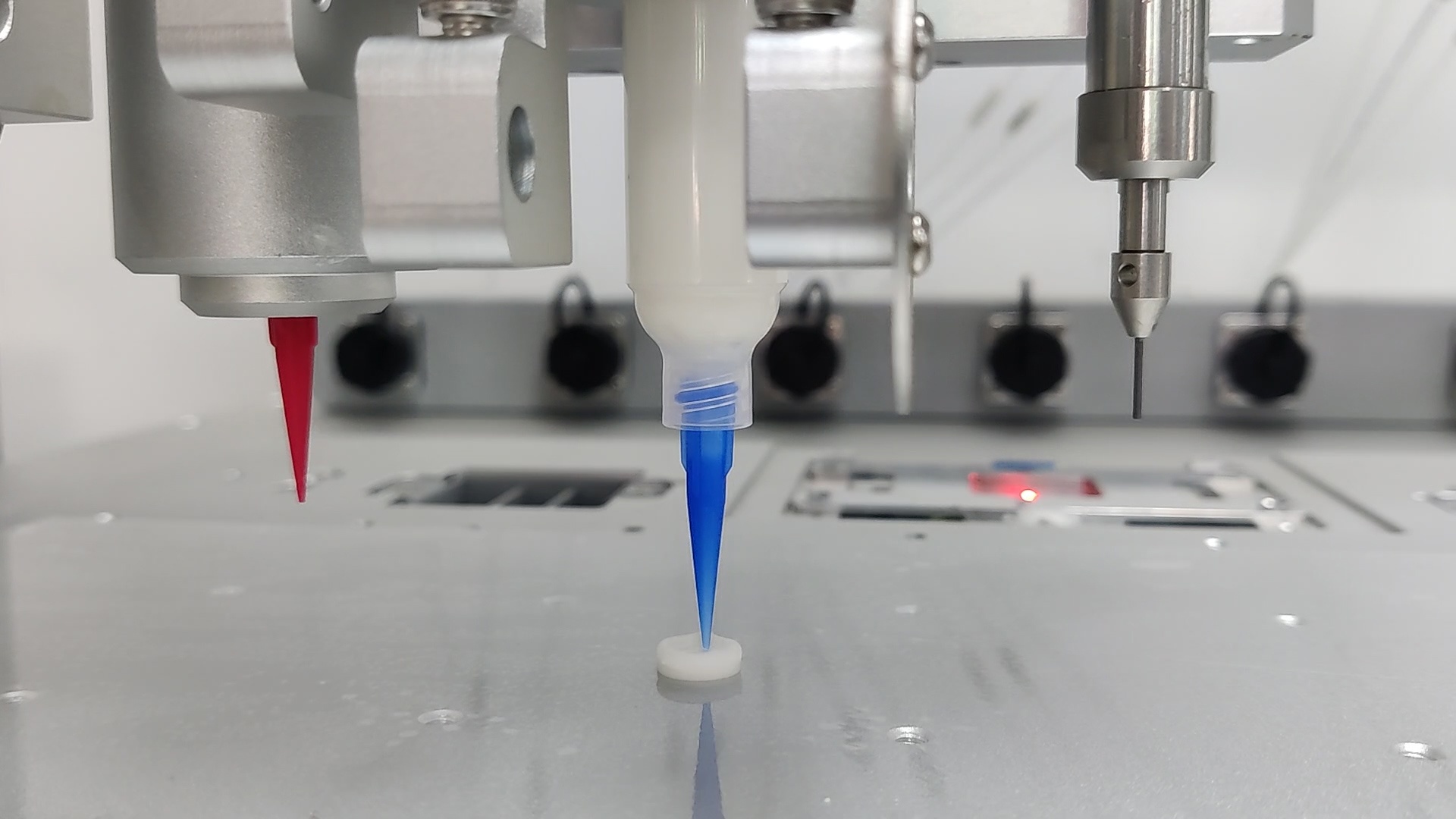
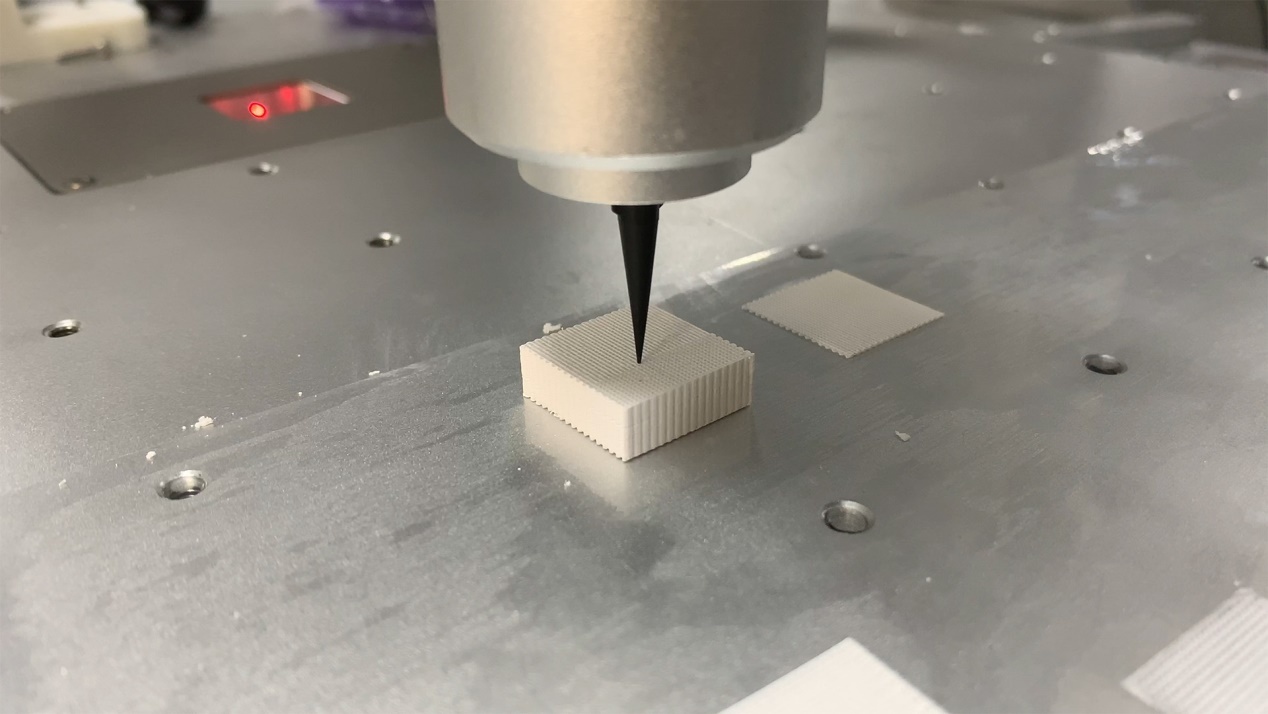
论文分分享 I Structure design of an innovative 3-dimensional-printed emulsion carrier for stabilizing pol

森工科技亮相第四届陶瓷增材制造前沿科学家论坛 罗建旭发表“高性能非金属材料挤出直写与粘接剂喷射工艺解决方案”主题报告

森工科技 AutoBio2000多通道食品3D打印机助力深圳大学化学与环境工程学院食品科学与工程系范方辉团队登顶食品工程 TOP 期刊