数字工作流的进步彻底改变了临床医生为患者提供个性化医疗和牙科设备的能力,但患者特异性颌面假体(MFP)的数字工作流仍不完整,传统制造过程多个步骤仍需大量人工,耗时且成本高昂。
硅胶自1960年起成为颌面假体的主流材料,兼具优异的力学性能、耐化学性和稳定性,能帮助头颈部缺损患者恢复正常社交生活。然而,传统硅胶假体制作依赖模具铸造和人工上色,无法实现全数字化生产。
现有3D打印技术在颌面假体制造中存在诸多局限:
本研究旨在开发一种基于聚乙烯醇缩丁醛(PVB)涂层硅胶粉末的粘结剂喷射3D打印工艺,实现颌面假体的直接数字化制造,并解决上述技术瓶颈。
基础3D打印粘结剂配方(质量分数):
制备步骤:将所有组分加入50mL离心管,涡旋混合1分钟至均匀,通过0.2μm聚四氟乙烯过滤器过滤后,装入HP11热喷墨打印头墨盒。
定制清洗液配方:5%丙酮+0.5%Pluronic F-68表面活性剂+去离子水。
清洗步骤:
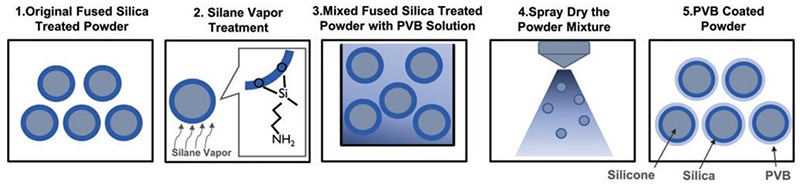
起始原料:3-7wt%气相二氧化硅涂层的双乙烯基二甲基硅氧烷/二甲基硅氧烷共聚物粉末,平均粒径2μm,净密度1.01g/cm³。
目的:在二氧化硅表面引入氨基,促进与PVB的氢键结合。
硅烷溶液配方:97%乙醇+1%去离子水+2%3-氨基丙基(二乙氧基)甲基硅烷。
处理步骤:
将Butvar-76和Butvar-98两种PVB粉末按不同比例溶解于去离子水和试剂乙醇的混合液中,60℃密闭搅拌30分钟至完全溶解,加入硅烷处理的硅胶粉末,机械搅拌20分钟分散均匀。
实验设置两个对照组:
| 非挥发性比例控制 | 乙醇 | 水 | SiO₂处理硅胶 | B-98 | B-76 |
|---|---|---|---|---|---|
| 5.00% | 85.00 | 10.00 | 4.38 | 0.31 | 0.31 |
| 12.50% | 77.50 | 10.00 | 10.50 | 1.00 | 1.00 |
| 16.00% | 74.00 | 10.00 | 14.00 | 1.00 | 1.00 |
| 20.00% | 70.00 | 10.00 | 17.50 | 1.25 | 1.25 |
| PVB聚合物涂层比例 | 乙醇 | 水 | SiO₂处理硅胶 | B-98 | B-76 |
|---|---|---|---|---|---|
| 8.00% | 77.50 | 10.00 | 11.50 | 0.50 | 0.50 |
| 12.00% | 77.50 | 10.00 | 11.00 | 0.75 | 0.75 |
| 16.00% | 77.50 | 10.00 | 10.50 | 1.00 | 1.00 |
| 20.00% | 77.50 | 10.00 | 10.00 | 1.25 | 1.25 |
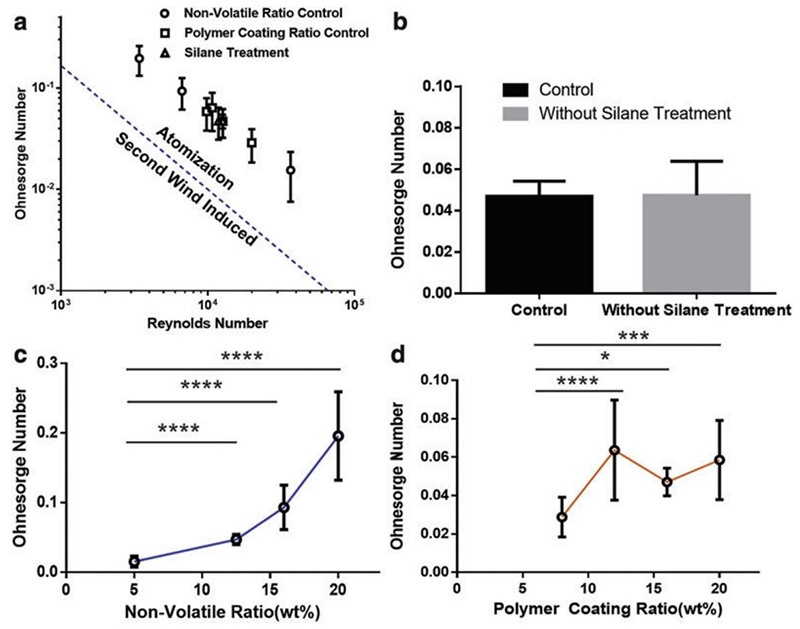
采用Ohnesorge数(Oh)控制喷雾干燥液滴尺寸,该无量纲数反映粘性力与惯性力和表面张力的比值:
其中:μ为粘度,ρ为密度,γ为表面张力,d为喷嘴出口直径。
喷雾干燥设备:BUCHI Mini Spray Dryer B-191,喷嘴直径1.45mm。
标准工艺参数:
收集的粉末经500μm和100μm筛网过滤,去除过大团聚颗粒。额外设置"extra B98"组:将100μm筛网过滤的B98粉末与16%PVB涂层、12.5%非挥发性比例的喷雾干燥硅胶粉末按1:4质量比混合。
设备改造:对ZPrinter-510粉末喷墨打印机进行以下改造:
打印参数:
打印流程:
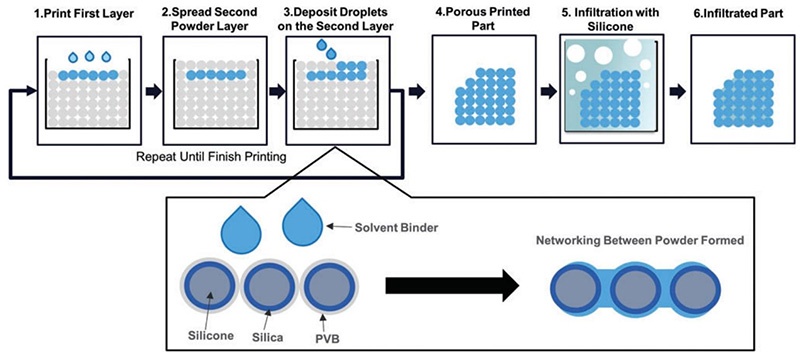
渗透液配方:75wt% 20A硬度铂固化硅胶(RTV 4420,A:B=1:1)+25wt%六甲基二硅氧烷(HMDS)溶剂。额外设置35wt% HMDS+65wt% RTV 4420的实验组。
渗透步骤:
所有实验配方的雷诺数和Ohnesorge数均满足雾化条件,未出现二次风致雾化现象,确保了微米级液滴的形成。硅烷处理对喷雾干燥混合物的Ohnesorge数无显著影响(96.8%置信水平),但非挥发性比例和PVB涂层比例的增加均会显著提高Ohnesorge数(p<0.0001)。
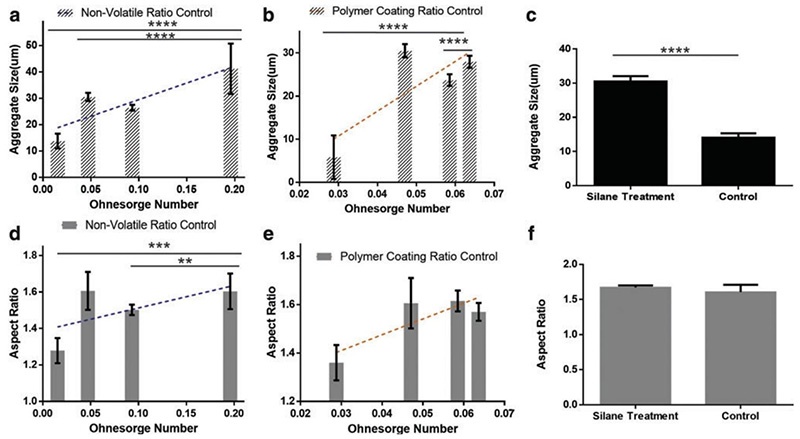
喷雾干燥粉末的团聚粒径和长径比随Ohnesorge数的增加而显著增大。除5%和20%非挥发性比例组及8%PVB涂层比例组外,其余配方的粉末粒径均在20-40μm的理想范围内。硅烷处理虽不影响流体力学性能,但会增强二氧化硅与PVB之间的氢键作用,导致粉末粒径显著增大。
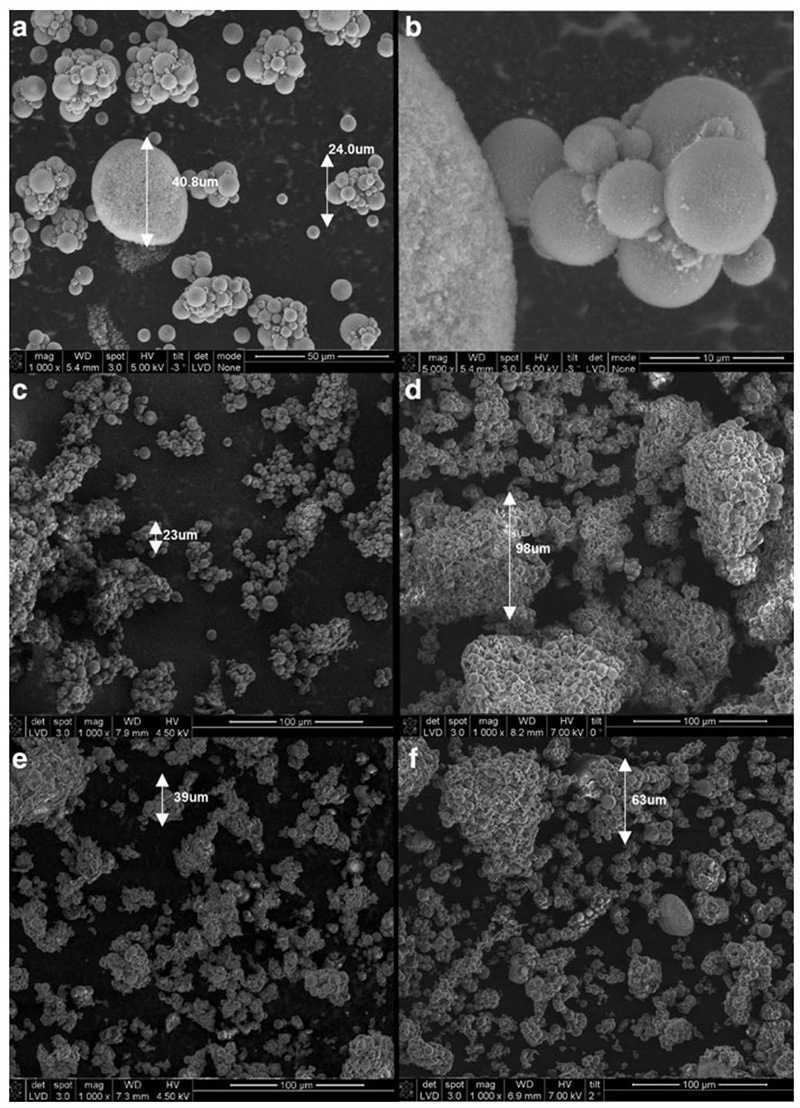
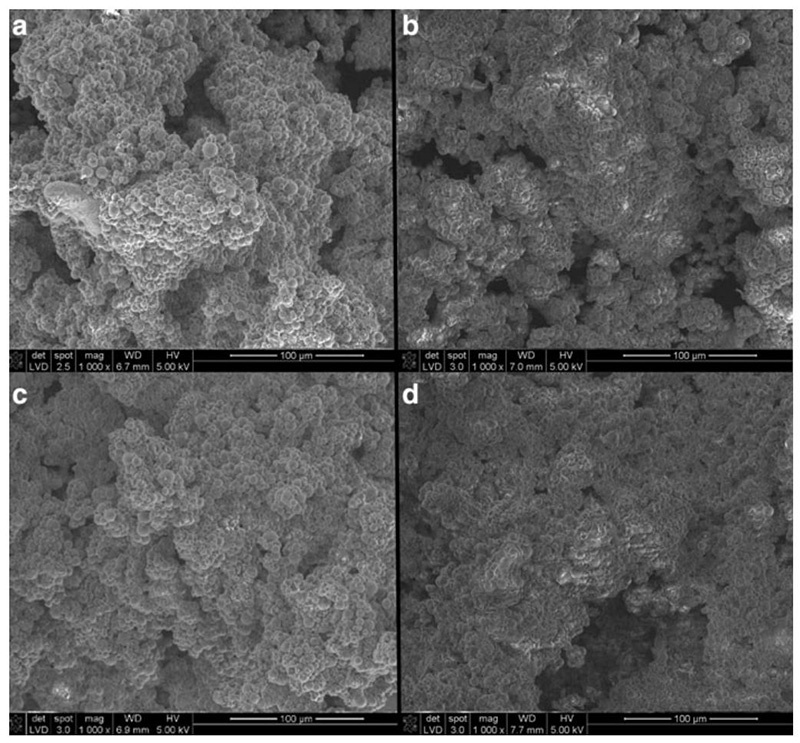
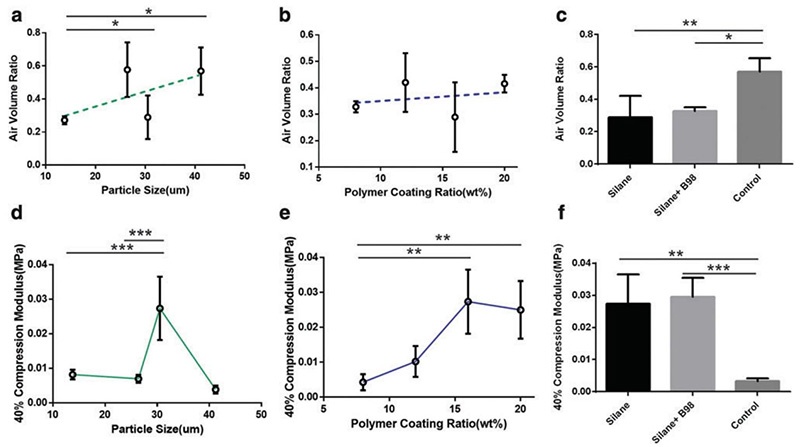
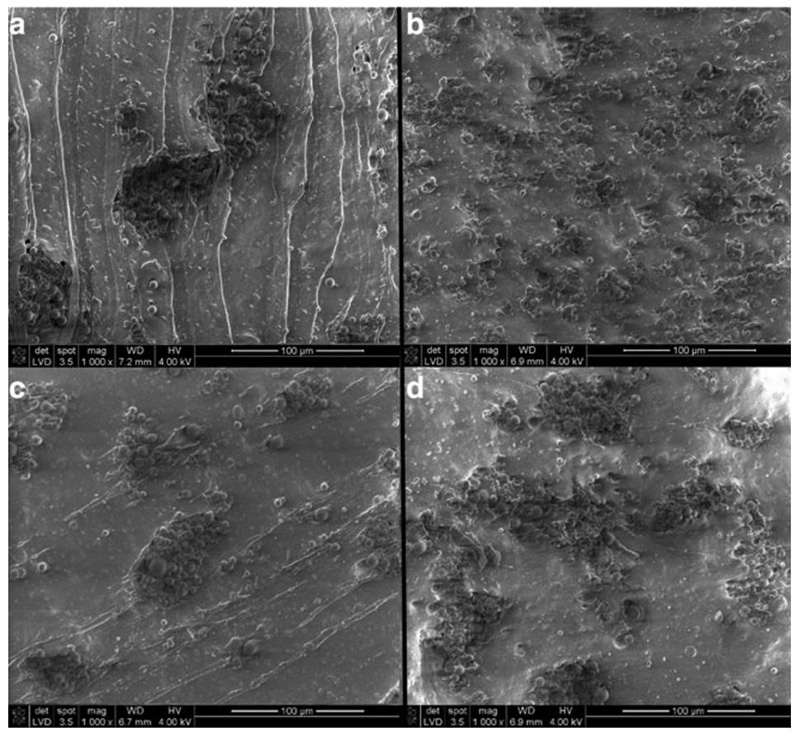
SEM图像显示,生坯内部形成了由PVB连接硅胶颗粒的多孔网络结构。显微CT结果表明,生坯的空气体积随粉末粒径和PVB涂层比例的增加而增大。
生坯的压缩强度随粉末粒径的增大先升高后降低,当中位粒径为30.5μm(12.5%非挥发性比例组)时,生坯强度达到最大值(27.4±9.1kPa)。PVB涂层比例的增加会显著提高生坯强度,但当涂层比例超过15wt%后,强度提升不再明显。
硅烷处理是获得足够生坯强度的关键:未进行硅烷处理的对照组生坯强度显著降低,空气体积显著增大,无法承受后续后处理操作。额外添加B98粉末对生坯的空气体积和强度无显著影响。
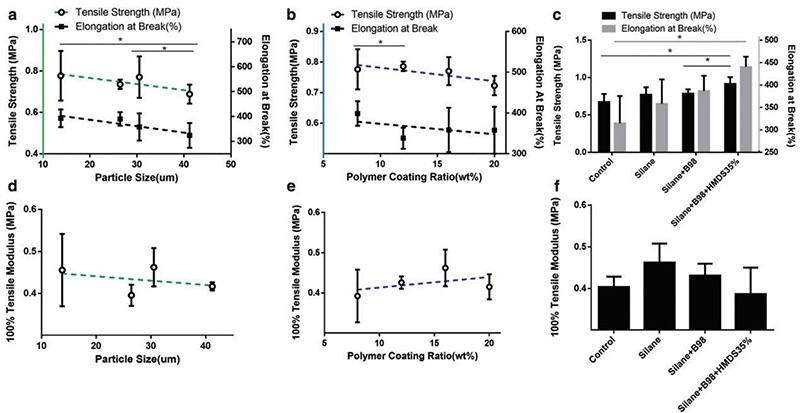
最终渗透部件的力学性能与生坯性能呈负相关:粉末粒径增大和PVB涂层比例增加会导致拉伸强度和断裂伸长率下降。这是因为PVB的断裂伸长率(100-120%)远低于渗透用硅胶RTV 4420(500%),过多的PVB会限制最终部件的柔韧性。
通过优化工艺参数,"extra B98+35%HMDS"组获得了最佳力学性能:断裂伸长率达到440%,满足颌面假体材料400-800%的理想要求;弹性模量为0.39-0.46MPa,与面部软组织刚度(0.2-2.1MPa)匹配。HMDS的加入降低了渗透液粘度,改善了孔隙填充效果,抵消了额外PVB带来的负面影响。
SEM观察显示,渗透后部件内部无明显裂纹和空隙,硅胶树脂完全填充了生坯的孔隙,与硅胶颗粒形成了良好的结合。这与之前淀粉-硅胶渗透体系形成鲜明对比,后者在相同渗透条件下断裂伸长率仅为244%。
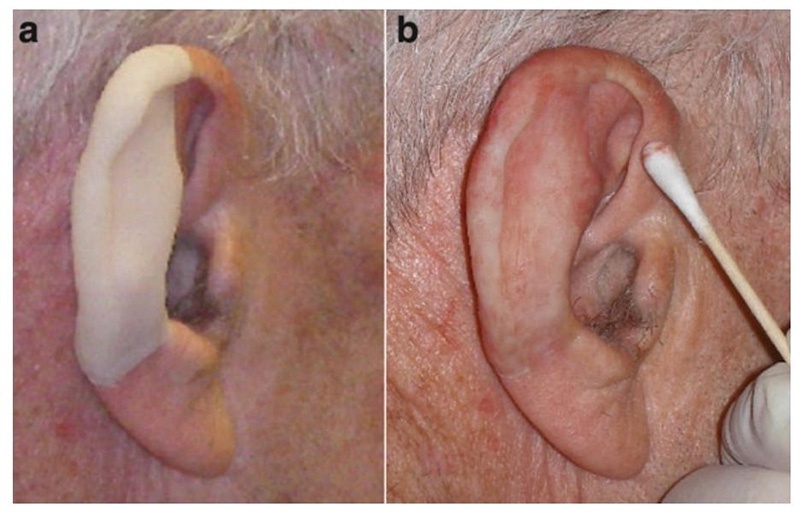
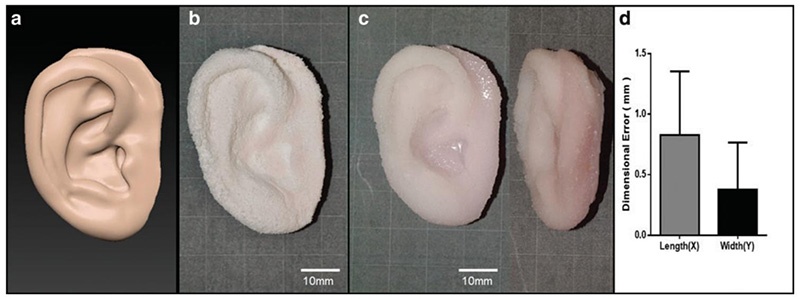
成功打印并渗透了具有复杂解剖结构的耳假体,完整保留了耳轮、对耳轮等精细特征,无明显台阶纹。打印时间为3小时,渗透过程1小时,加上干燥和固化时间,总交付时间≤2天,可满足临床需求。
尺寸精度测试显示,矩形试样的平均尺寸误差在y方向为0.38mm,x方向为0.83mm,具有较高的几何精度。此外,通过使用多色打印头和彩色粘结剂,成功实现了全彩色硅胶耳假体的打印,可模拟人耳的自然肤色渐变。
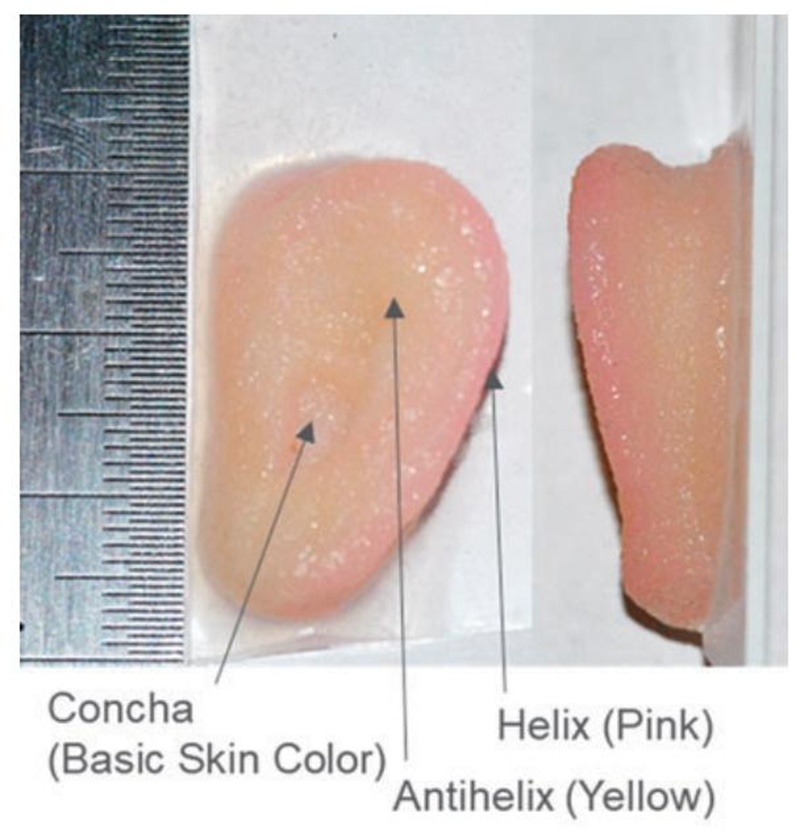
未来工作方向:开发适用于该体系的CYMC全彩色粘结剂,实现人皮肤色调的精确渐变;评估打印假体的生物相容性和颜色稳定性;进一步优化工艺参数,提高打印分辨率和力学性能。
论文标题:Binder Jetting of Custom Silicone Powder for Direct Three-Dimensional Printing of Maxillofacial Prostheses
中文标题:粘结剂喷射定制硅胶粉末用于颌面假体的直接三维打印
作者:Yun Chang Lee, Jisi Zheng, Jonathan Kuo, Giovanny F. Acosta-Vélez, Chase S. Linsley, Benjamin M. Wu
主要单位:加州大学洛杉矶分校牙科学院、上海交通大学医学院附属第九人民医院口腔外科
期刊:3D Printing and Additive Manufacturing
DOI:10.1089/3dp.2021.0019
全面解析森工BJ粘结剂喷射3D打印机在该类研究中功能匹配情况及需定制功能,帮助用户更好地选择合适的3D打印设备及功能模块。
一、森工可匹配模块:
粘结剂喷射打印:
1.工作平台:150*90*80mm;
2.打印喷头系统:
A.压电喷头:最小孔径≤20μm,最小墨滴≤7pl;
B.负压墨路系统:负压控制范围-7.0~-1.0kPa,分辨率±0.01KPa;正压值范围为:压墨压力控制范围0~20kPa,控制精度±0.1KPa,具备自动报警功能;
3.成型精度:0.1-0.2mm;
4.打印速度:15-35秒/层;
5.打印分辨率:物理分辨率 600DPI,打印分辨率 1200DPI;
6.配套软件数字化参数设定;
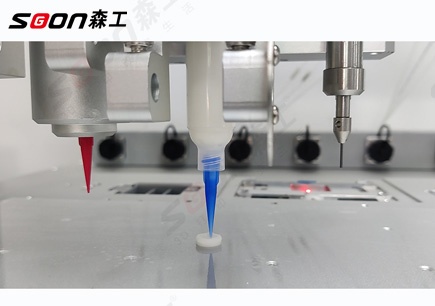
按照实验要求先使用定制清洗液进行墨盒清洗,可实现定制硅胶粉末进行全自动平台铺粉及刮平处理,定制配比粘结剂按照测试要求实现指定位置精准打印,并且保证粘结剂每一层的充分渗透。
由于小编学识所限,文中内容难免存在疏漏或不足之处。若您发现任何错误或值得商榷的观点,恳请不吝指正,小编将第一时间修正完善。感谢您的包容与支持!
本文内容来源于网络公开素材,发布的目的在于学术交流、研讨分享,如相关内容涉及侵权,请联系我们,将第一时间下架内容!

DIW直写式3D打印技术有哪些实现材料梯度打印的方式,各有什么优势和特点?
森工科技AutoBio系列生物3D打印机专业版和旗舰版应用于科研场景该怎么选择?
直写式(DIW)陶瓷 3D 打印机:科研领域的材料创新利器
论文分分享 I Structure design of an innovative 3-dimensional-printed emulsion carrier for stabilizing pol

森工科技亮相第四届陶瓷增材制造前沿科学家论坛 罗建旭发表“高性能非金属材料挤出直写与粘接剂喷射工艺解决方案”主题报告

森工科技 AutoBio2000多通道食品3D打印机助力深圳大学化学与环境工程学院食品科学与工程系范方辉团队登顶食品工程 TOP 期刊